Модели токарных станков DL 40 / DL 40 M / DL 40 L / DL 40 LM / DL45 / DL 45 M / DL 45 L / DL 45 LM применяются в металлообрабатывающем производстве для точения деталей, требующих высокой точности обработки. Характеристики оборудования позволяют совмещать качество с высокой производительностью даже в интенсивных рабочих режимах.
Параметры станины и шарико-винтовой пары
Модели токарного оборудования этой линейки имеют массивную литую станину, изготовленную из высокопрочного чугуна. Благодаря ее наклонному исполнению под 45 градусов оператору удобней работать с заготовкой, а образующаяся металлическая стружка легко отводится из рабочей зоны. Органы управления расположены так, чтобы максимально упростить обслуживание станка.


Применяемые в токарных станках DL 40 / DL 40 M / DL 40 L / DL 40 LM / DL45 / DL 45 M / DL 45 L / DL 45 LM направляющие скольжения шестигранной формы имеют коробчатое исполнение. За счет этого гарантируется продолжительная стабильная работа оборудования, обеспечивается возможность съема большого припуска с сохранением высокого уровня точности. Благодаря покрытию Turcite, нанесенному на поверхность направляющих, снижается вибрация и трение. Такое исполнение позволяет исключить деформации даже в тяжелых рабочих режимах.
Шарико-винтовая пара имеет три опорные точки по каждой из осей — по центру и краям. Это позволяет исключить отжим винта и компенсирует вибрацию во время резания, что повышает степень точности обработки. Кроме этого, конструкция ШВП обеспечивает ее значительный срок эксплуатации благодаря исключению скольжения и наличию предварительного натяга.


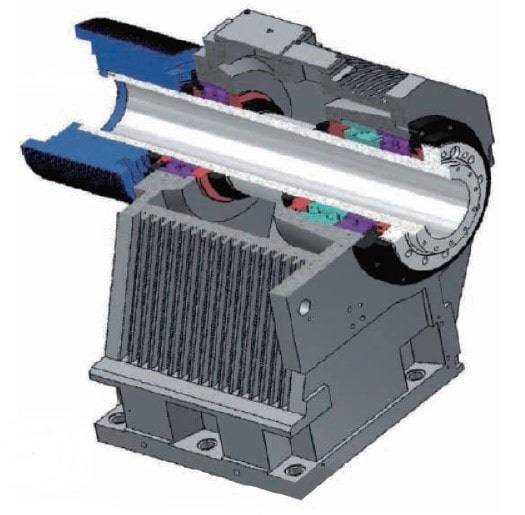
Характеристики шпинделя
Токарные станки DMC DL 40 / DL 40M / DL 40L / DL 40LM / DL45 / DL 45M / DL 45L / DL 45LM укомплектованы шпинделем, размещенным на подшипниках, которые установлены на опорных точках впереди и сзади. Благодаря конструкции револьверной головки с креплением для инструмента торцевого типа можно выполнять как наружную, так и внутреннюю обработку. Для поворота головки используются специальные моторы собственной разработки, которые обеспечивают замену инструмента в течение 0,2-0,25 секунд. В результате минимизируются холостые ходы, что дает значительный эффект по повышению производительности.

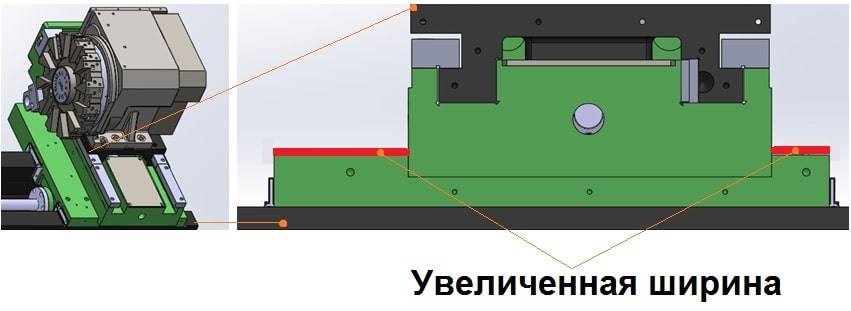
Благодаря увеличенной ширине направляющих токарные станки с ЧПУ обрабатывают детали с минимальной погрешностью даже в тяжелых режимах. Это достигается за счет повышения жесткости и увеличения контактной поверхности направляющих, что позволяет эффективно компенсировать вибрацию во время работы, исключает свес револьверной головки.


Эффективную обработку тяжелых, длинных заготовок обеспечивает задняя бабка.

Опциональное оснащение
По желанию заказчика токарные станки могут комплектоваться рядом дополнительных устройств, к числу которых относятся:
- Задняя бабка с функцией программного управления. Возможно управление ножным переключателем или кнопками управления и маховиком MPG на стойке ЧПУ.
- Система преднастройки инструмента. Автоматизирует настройку инструмента при помощи специального устройства с гидравлическим приводом. Дает возможность компенсировать его износ, изменяя настройки.
- Автоматическая дверь рабочей зоны. Обеспечивает программируемое автоматизированное открытие-закрытие двери, что уменьшает утомляемость оператора и дает возможность использовать роботизацию процессов загрузки-выгрузки.
- Стационарный гидравлический люнет. Применяется для повышения точности и стабильности обработки деталей большой длины. Люнет быстро переналаживается, что минимизирует простой и увеличивает производительность.
- Система удаления стружки. Включает ленточный конвейер и специальный конвейер для сборки металлической стружки.
- Коробка передач ZF. Используется при тяжелых рабочих режимах. В стандартное оснащение включен преобразующий редуктор повышенной производительности.










Дополнительно может предусматриваться установка других опциональных устройств.
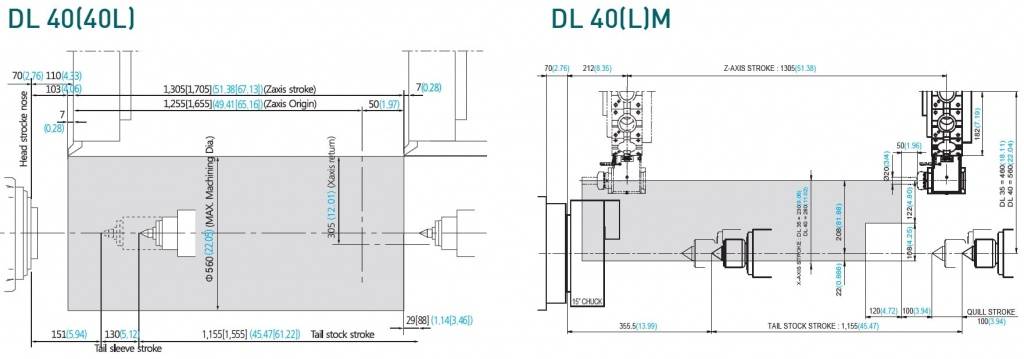
Схема инструмента
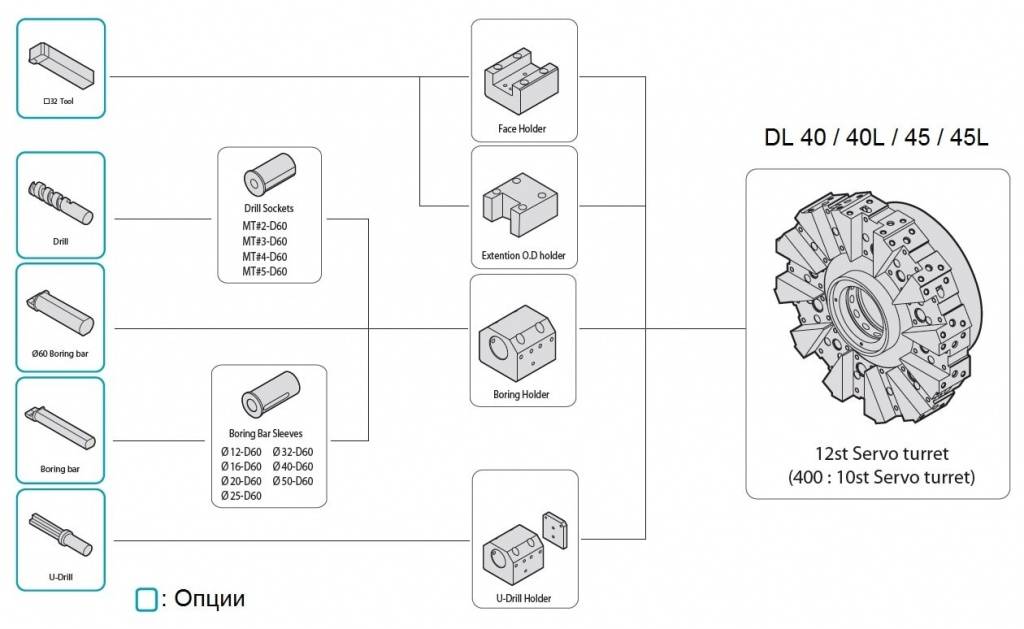
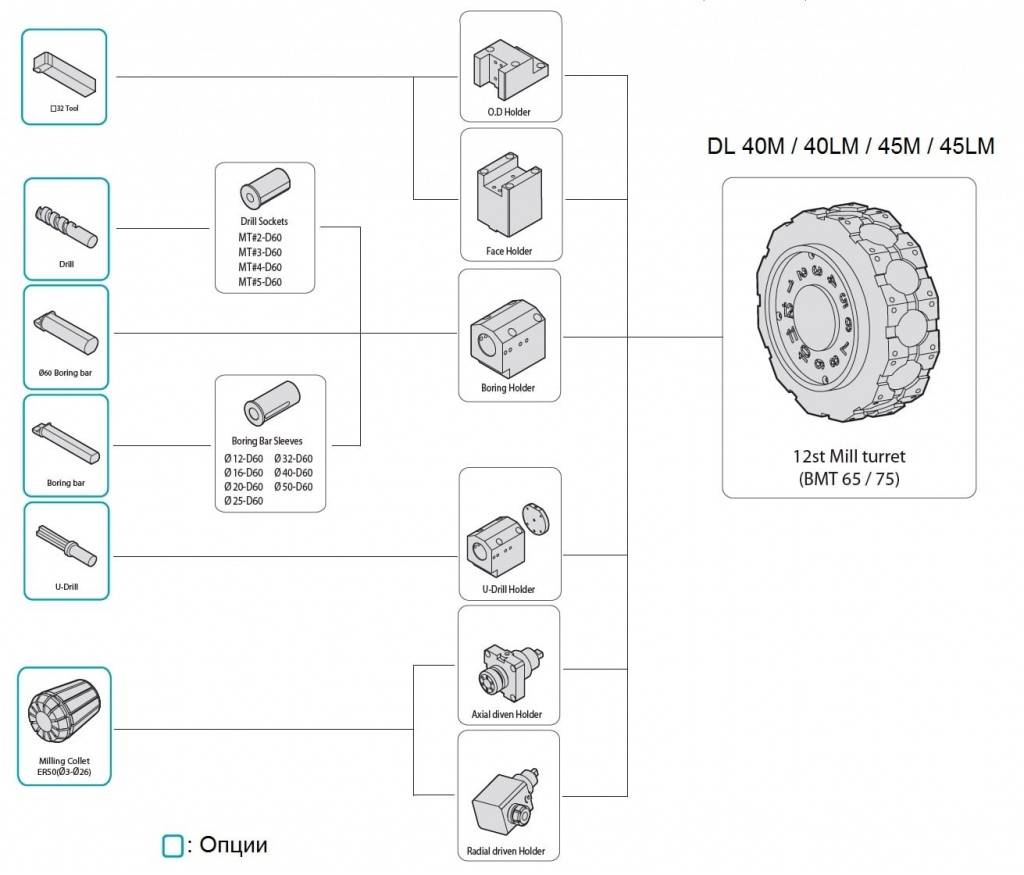
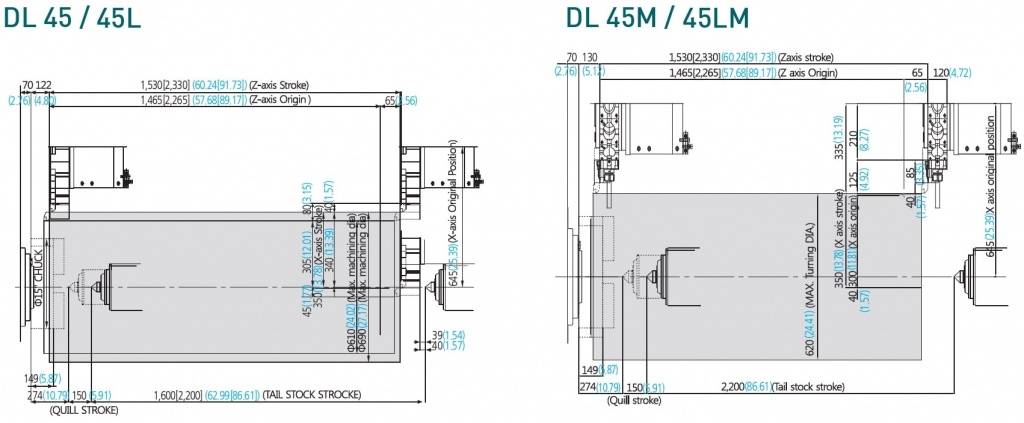
Схема револьверной головы
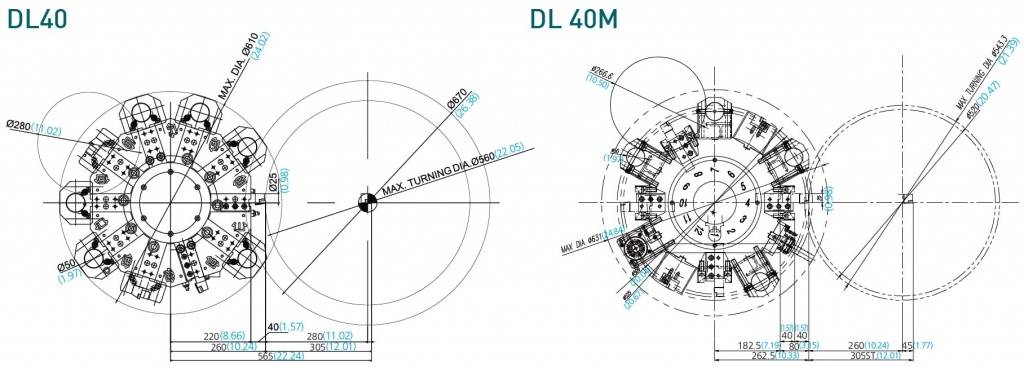
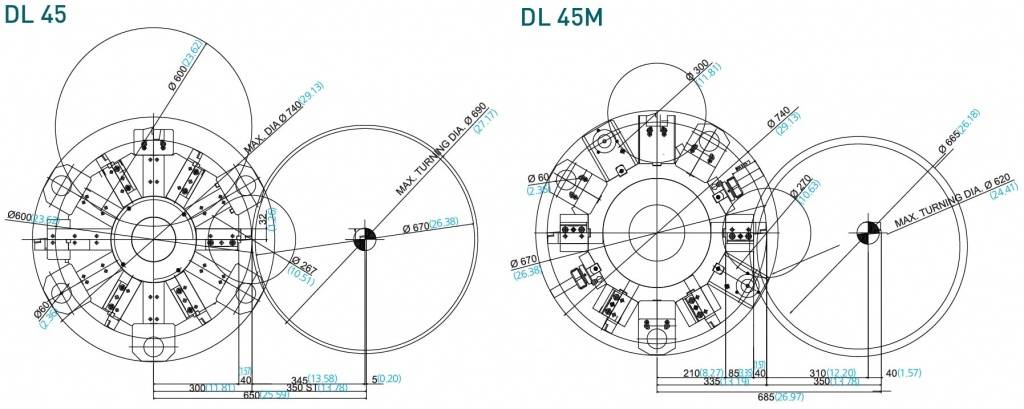
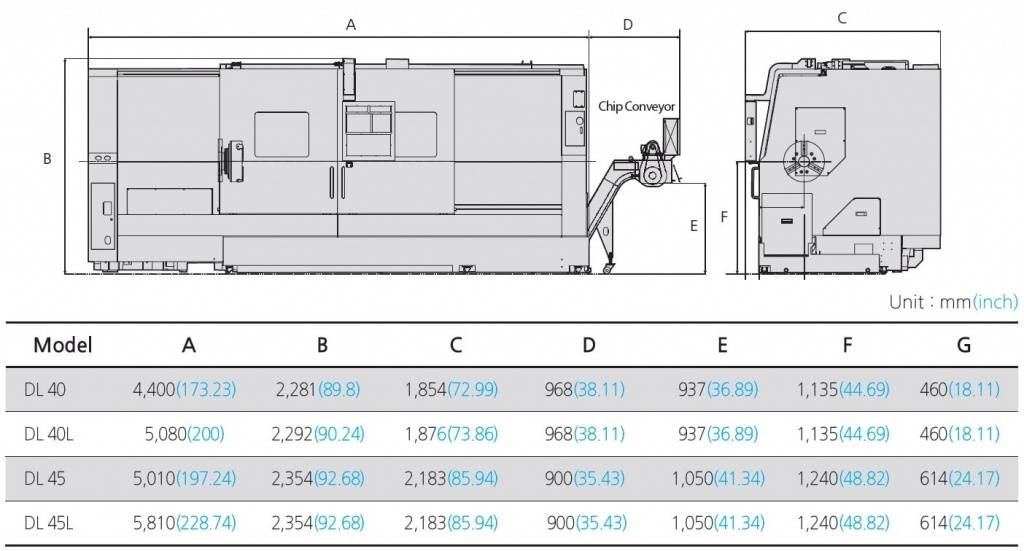
Схема рабочей зоны