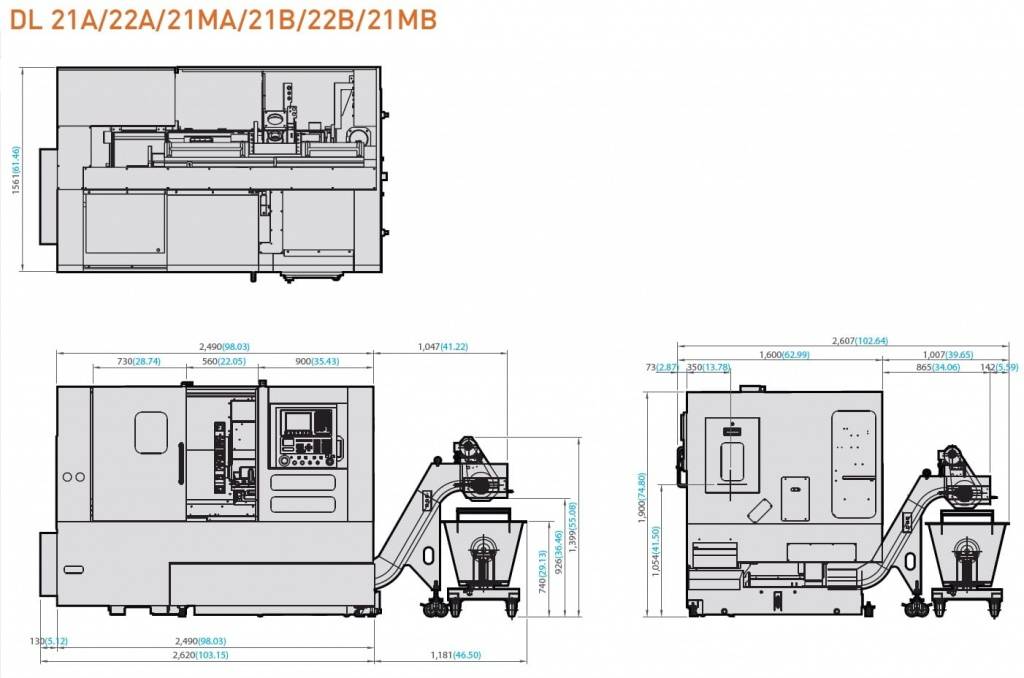
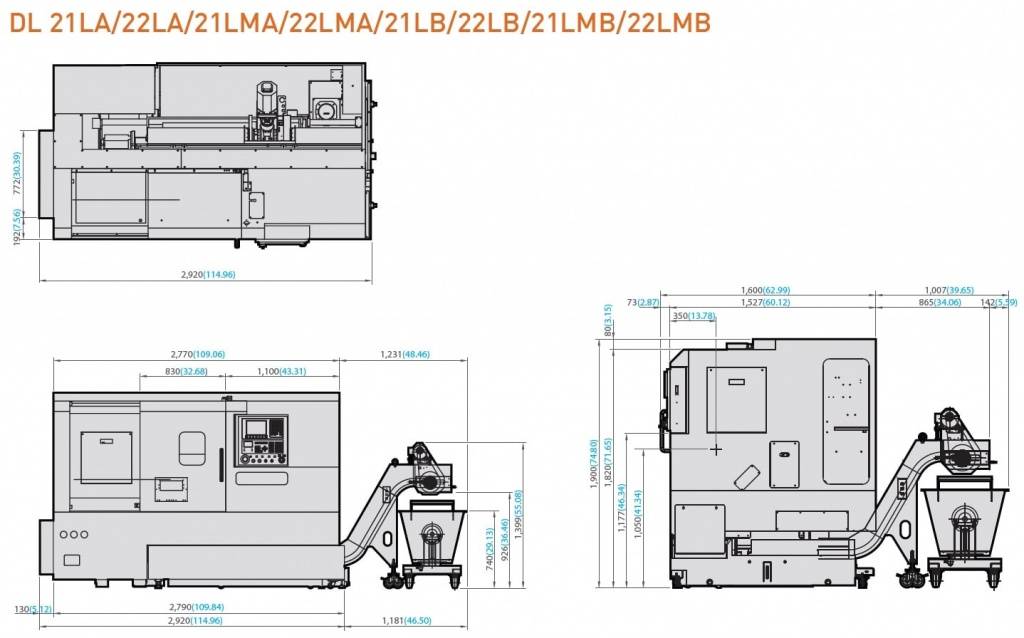
Токарные станки DMC DL21B / DL21LB / DL21MB / DL21LMB с ЧПУ имеют оптимизированную конструкцию, которая обеспечивает значительную точность и поддерживает высокие показатели производительности оборудования. Стабильные показатели и качественная обработка металлических заготовок обеспечиваются в любых режимах работы – от прерывистой обработки до тяжелых постоянных точений.
Конструкция станины и ШВП
Токарное оборудование этой серии имеет цельнолитую чугунную станину значительной жесткости. Благодаря этому вибрация, даже при экстремальных рабочих режимах, сведена к минимуму. Это повышает точность и надежность станка.
Наклонное исполнение станины с углом 45 градусов способствует эффективному и ускоренному отведению стружки, что упрощает содержание рабочей зоны в чистоте. Кроме этого, наклонная конструкция станины облегчает доступ к обрабатываемой детали. Расположение управляющий органов обеспечивает максимально удобное обслуживания станка.
Линейные направляющие исполнены в формате призматической направляющей. По ней передвигается одна или несколько кареток посредством роликов, которые циркулируют в обойме. Коробчатые тщательно отшлифованные направляющие (Box way) обеспечивают движение задней бабки.
Все модели токарных станков DMC DL 21B / DL 21LB / DL 21MB / DL 21LMB оснащены шарико-винтовыми парами повышенной жесткости, которые обеспечивают очень точный и плавный ход для улучшенного качества металлообработки. Их основная особенность состоит в оптимизированной приводной схеме. Передача вращения на винт ШВП осуществляется напрямую от серводвигателя через муфту. Такая конструкция повышает КПД за счет минимизации потерь на трение, позволяет поддерживать точные плановые перемещения. Кроме этого, снижается шум, уровень вибрации, исключаются зазоры при перемещении во время обработки деталей.
Благодаря приводу суппорта и шпинделя токарных станков DMC DL21B / DL21LB / DL21MB / DL21LMB от асинхронных электродвигателей обеспечивается максимально быстрое позиционирование и повышается скорость перемещений.


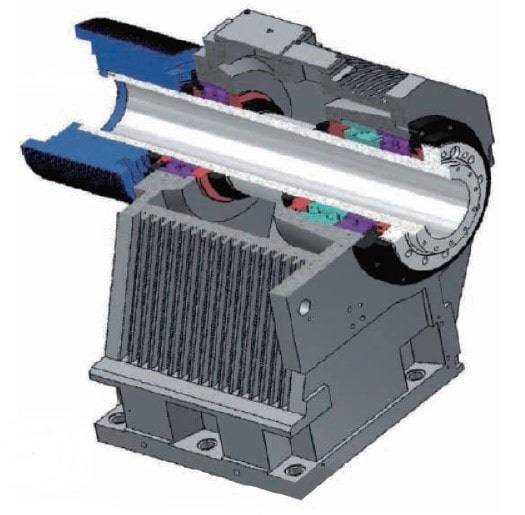
Характеристики шпинделя
В передовых токарных станках этой линейки шпиндель размещен на спаренных угловых упорных и роликовых цилиндрических подшипниках, которые расположены в передней и задней опорных точках.

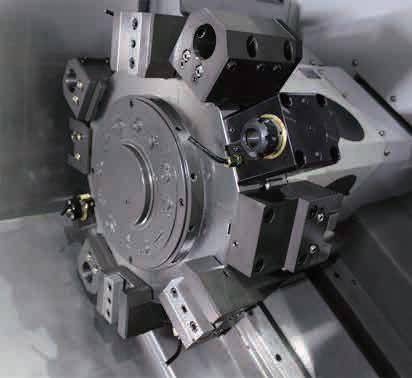
Крепление инструмента в револьверной головке осуществляется торцевым способом. Это дает возможность выполнять установку державок как для внешней, так и для внутренней обработки. За счет высокой скорости замены инструмента минимизируется время холостых ходов, что повышает производительность станка.

Благодаря направляющим большой ширины точность обработки поддерживается даже при работе в тяжелых режимах. Их конструкция не допускает вибрирования во время эксплуатации. Кроме этого, вибрирование и отжим револьверной головки предотвращаются благодаря увеличенной ширине контактной поверхности направляющих.

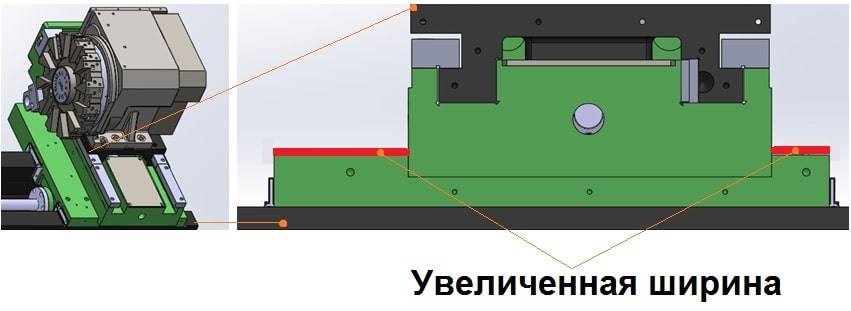
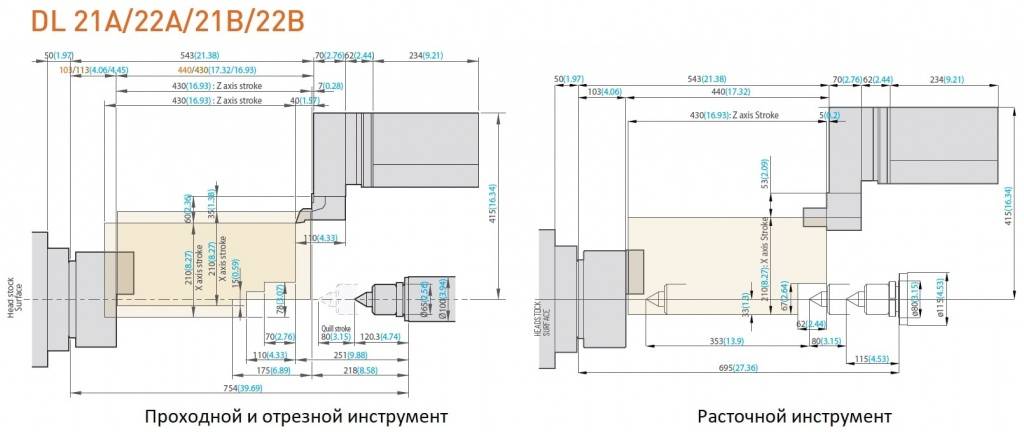
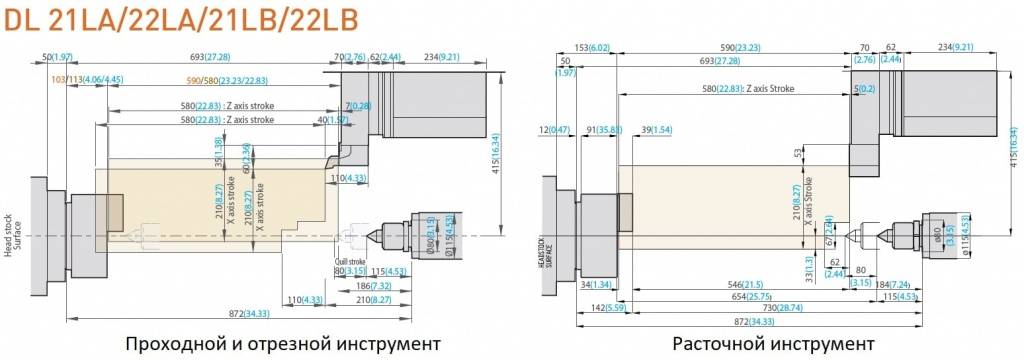
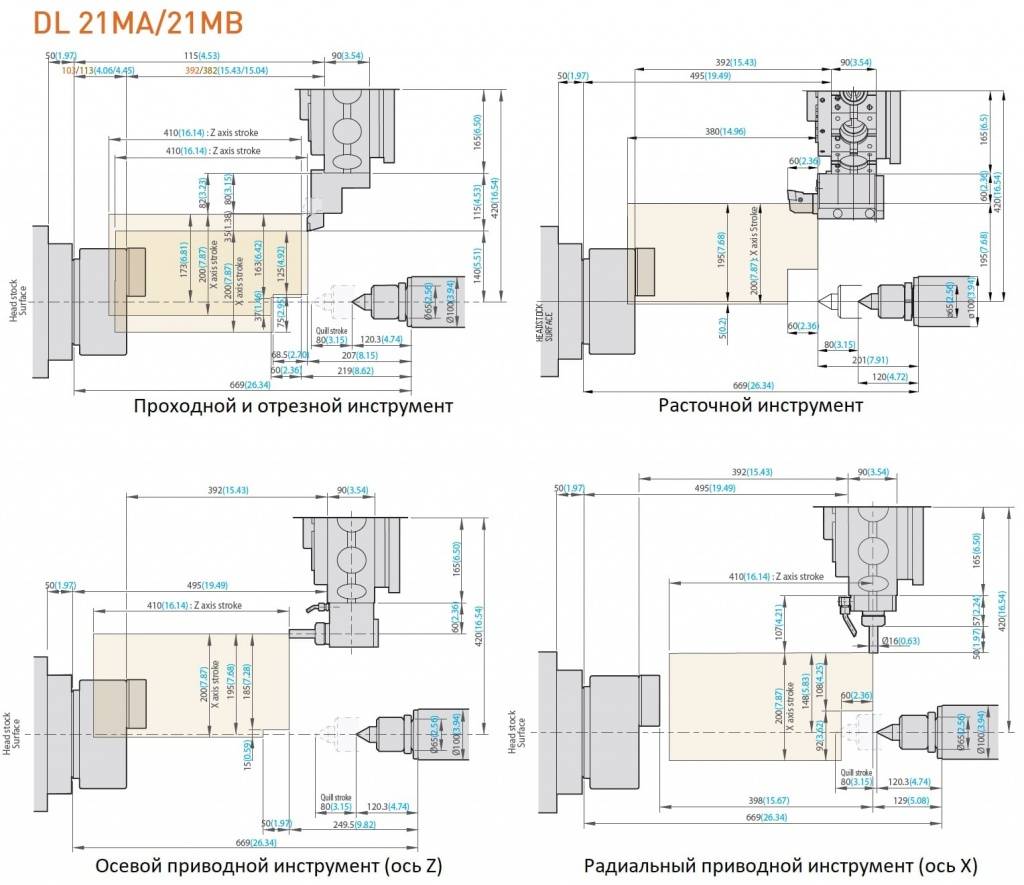
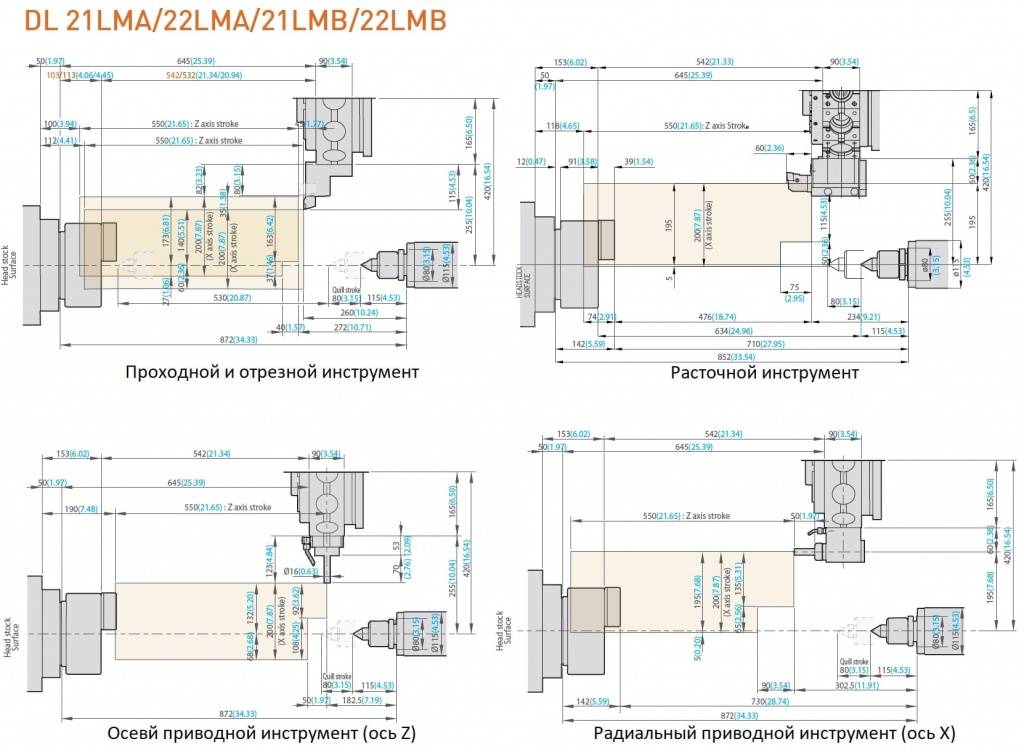
Схема инструмента и револьверной головы
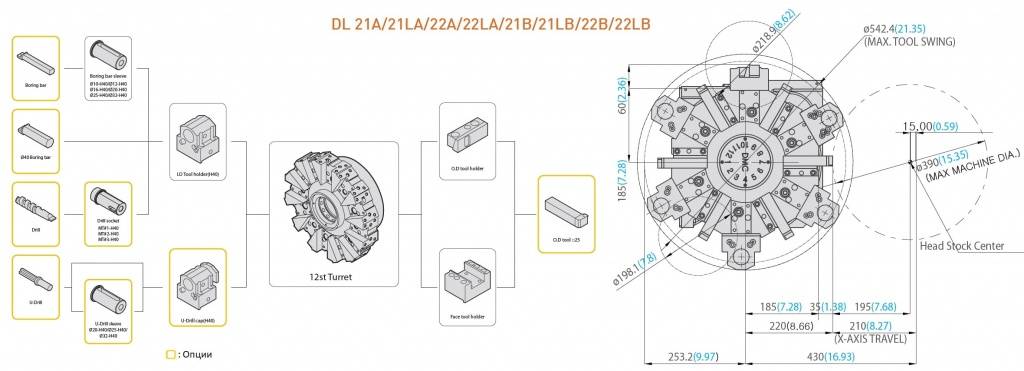
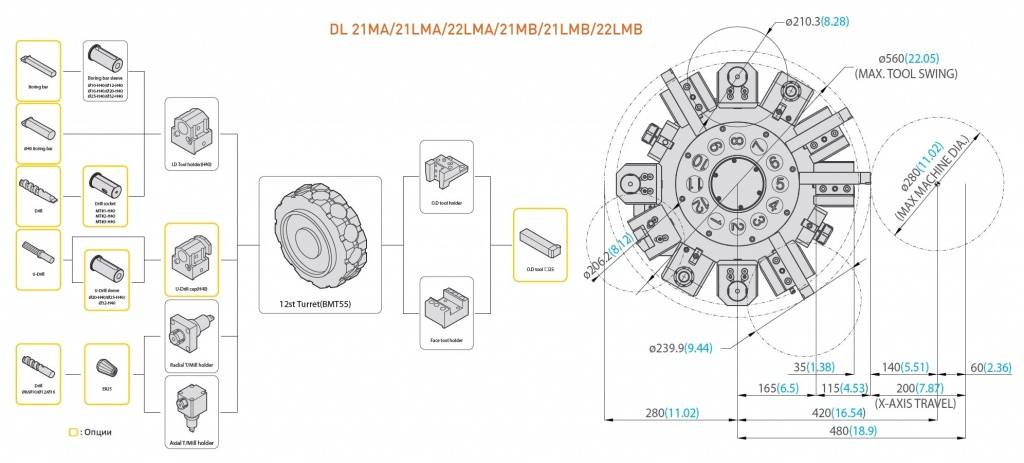
Схема рабочей зоны