Токарные станки NEXTURN серии SA XII представляют собой многофункциональные и высокопроизводительные центры, предназначенные для работы с прутковыми заготовками. Станки являются наиболее производительными в своей линейке. В модельный ряд входит 5 модификаций автоматов продольного точения. Главное отличие станков SAXII между собой заключается в максимальном диаметре обрабатываемой заготовки:
- Nexturn SA20XII – максимальный диаметр обрабатываемого прутка 20 мм,
- Nexturn SA26XII – максимальный диаметр обрабатываемого прутка 26 мм,
- Nexturn SA32XII – максимальный диаметр обрабатываемого прутка 32 мм,
- Nexturn SA45XII – максимальный диаметр обрабатываемого прутка 45 мм,
- Nexturn SA51XII – максимальный диаметр обрабатываемого прутка 51 мм.
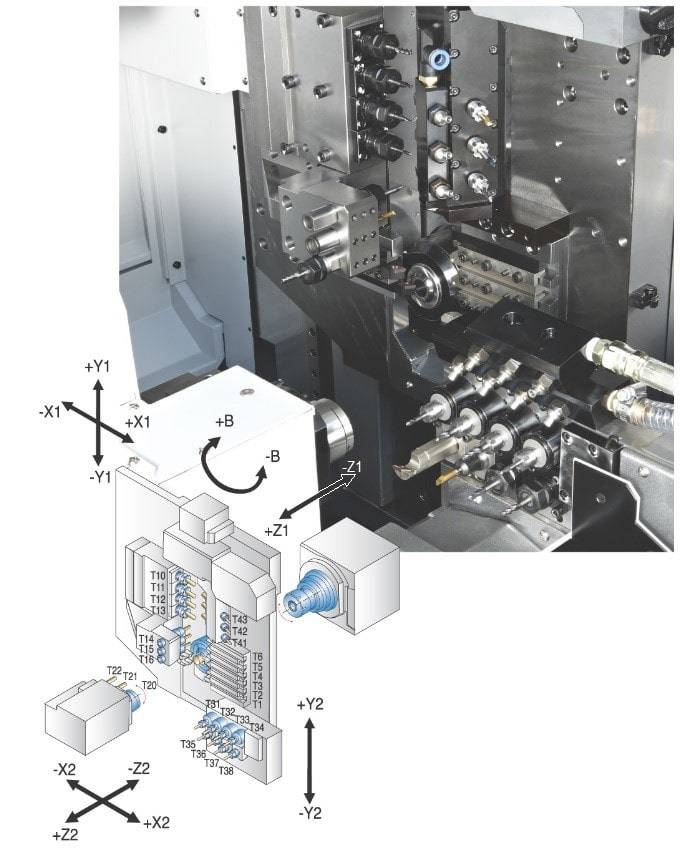
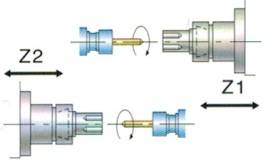
Автоматы продольного точения SA XII оснащены приводными инструментами и противошпинделем. В сочетании с добавочными осями (X2, Z2) это дает возможность одновременно обрабатывать детали сразу в двух шпинделях. Кроме того, в комплект поставки NEXTURN серии SA XII входит еще одна ось Y2, что существенно расширяет возможности работы с заготовками с противошпинделем. Пользователям доступно до 29 позиций при работе с инструментами.
Станки продольного точения предназначены для обработки заготовок из разных материалов. Это могут быть как распространенные сплавы, так и стали с затрудненной обработкой. Есть возможность работать с массовой продукций и мелкосерийной.
Основные характеристики моделей серии SA XII
- Станины монолитного типа из запатентованного чугунного сплава Meehanite повышенной прочности. Металл существенно повышает общую жесткость всей конструкции.
- В станине увеличенное количество ребер жесткости, что повышает устойчивость конструкции, в том числе к вибрациям при повышенных динамических нагрузках.
- Линейные направляющие японского производства обеспечивают высокую точность обработки.
- С целью повышения точности позиционирования установлена шарико-винтовая передача (сделана в Японии) и датчики позиционирования (Германия).
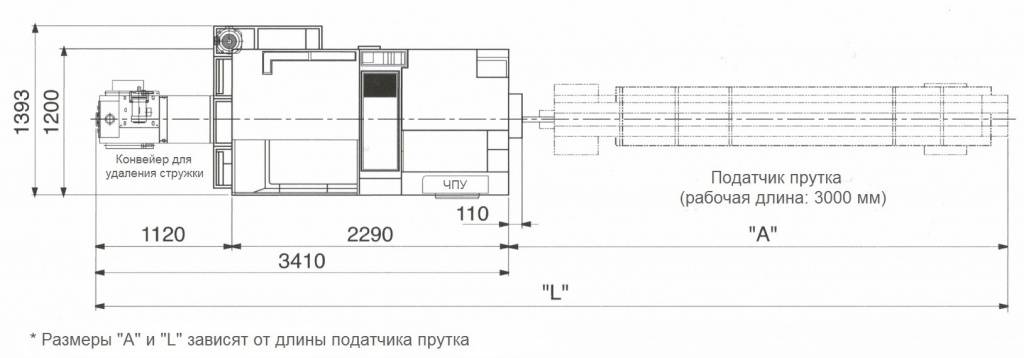
Размещать станки NEXTURN на рабочем пространстве необходимо строго по схеме. Соблюдение инструкции по эксплуатации обязательно.
Варианты расположения инструмента на токарных автоматах продольного точения Nexturn серии SA XII
|

|
| Схема инструмента для Nexturn SA20XII с осью B | Схема инструмента Nexturn SA32XII |
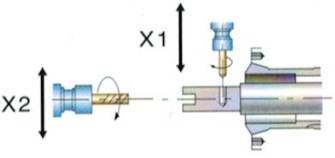
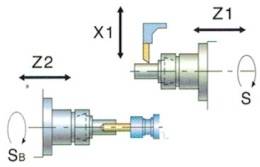
Примеры обработки на автоматах продольного точения NEXTURN серии SA XII
|
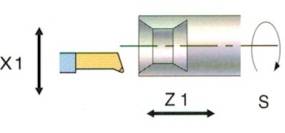
Одновременная обработка заготовки приводными инструментами по нескольким осям в одном шпинделе |
|
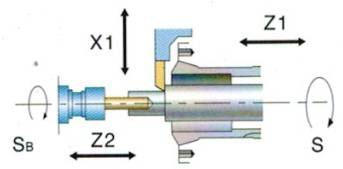
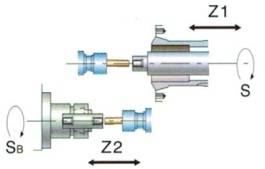
Одновременная обработка заготовки инструментами в одном шпинделе при движении по нескольким осям |
|
Одновременная обработка в двух шпинделях (точение в главном шпинделе и осевое сверление в противошпинделе) |
|
Одновременное нарезание резьбы в главном шпинделе и противошпинделе |
|
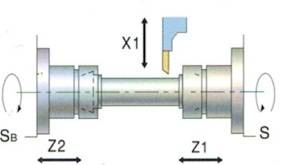
Обработка детали при синхронизации главного и противошпинделя |
|
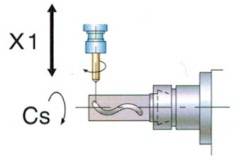
Обработка детали приводным инструментом при индексации главного движения главного и противошпинделя |
|
Одновременное внецентренное сверление в главном шпинделе и противошпинделе |
|
Внутренняя обработка при синхронизации движения по осям |
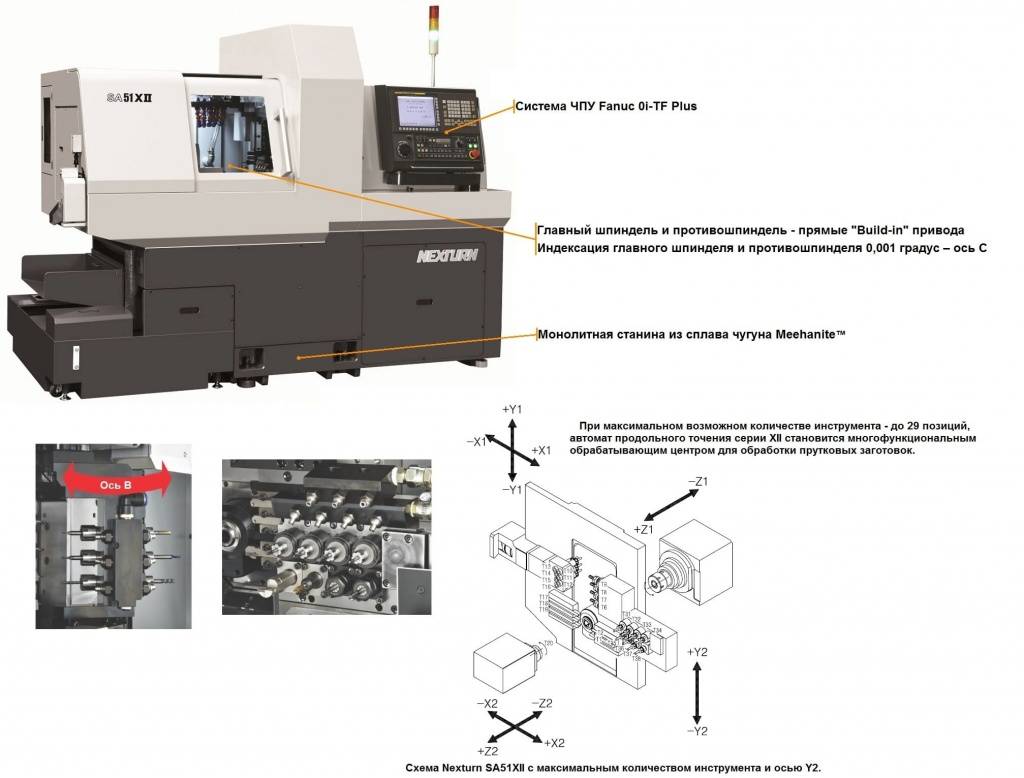
Схема размещения на площади автоматов продольного точения NEXTURN серии SA XII (мм)