Серия автоматов продольного точения Nexturn SA состоит из трех моделей 12/20/32 с одной модификацией B. Токарные автоматы данной серии комплектуются противошпинделем и приводными инструментами. При этом каждый станок серии имеет свой набор приводных / неприводных инструментов. Наличие дополнительных рабочих осей X2 и Z2 позволяет производить высокоточную обработку заготовок в форме прутка сразу на двух шпинделях. Диапазон диаметров прутка составляет от 1 до 32 мм.
Главная особенность автоматов продольного точения Nexturn SA B – перемещающаяся бабка, которая подает заготовки в продольном направлении по отношению к оси рабочего шпинделя. Токарные автоматы Nexturn SA12/20/32B обеспечивают точение калиброванных прутков, поэтому функцию зажима в них выполняет патрон цангового типа.
Оснащенные противошпинделем и приводным инструментом станки Nexturn SA12/20/32B способны выполнять полный производственный цикл по обработке металлических изделий: от продольного точения до обтачивания фасонных поверхностей и контурной фрезеровки. Многофункциональный центр не требует задействования дополнительного металлообрабатывающего оборудования для выполнения отдельных производственных операций.
Помимо инструментария автоматы Nexturn серии SA B отличаются между собой максимальным диаметром обрабатываемых заготовок:
- SA12B используется для работы с заготовками диаметром 1-12 мм,
- SA20B – для работы с заготовками диаметром 3-20 мм,
- SA32B – для работы с заготовками диаметром 3-32 мм.
Основные особенности токарного оборудования Nexturn SA B:
|
|
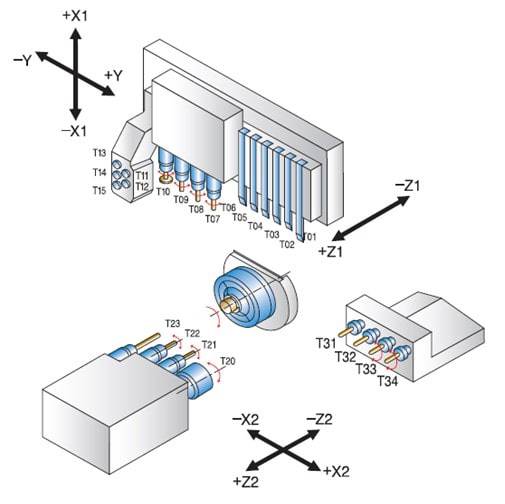
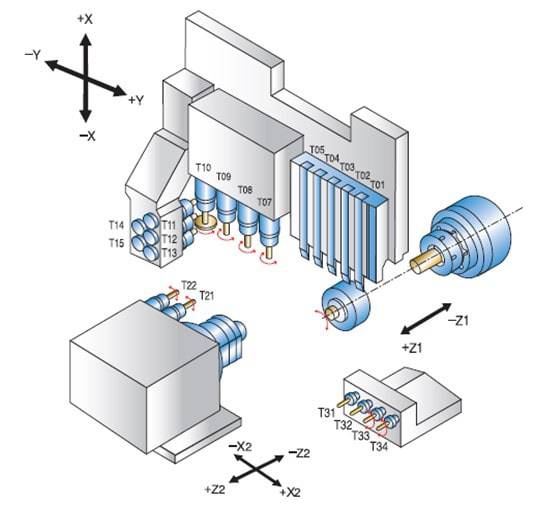
| Nexturn SA12B | Nexturn SA20B / SA32B |
| Примечание: Позиции Т33, Т34 фиксированные (опционально – приводные) | |
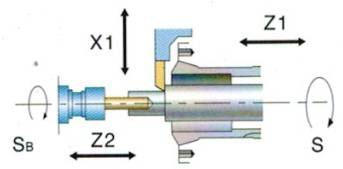
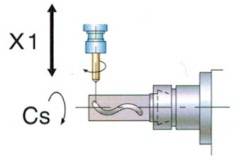
Примеры обработки на автомате продольного точения NEXTURN серии SA B
|
Одновременная обработка заготовки приводными инструментами по нескольким осям в одном шпинделе |
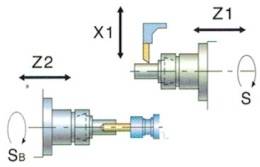
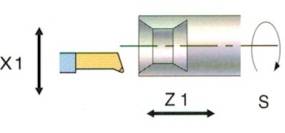
|
Одновременная обработка заготовки инструментами в одном шпинделе при движении по нескольким осям |
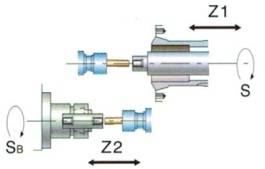
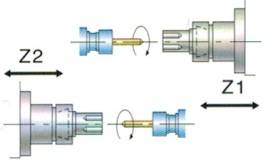
|
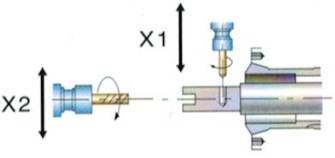
Одновременная обработка в двух шпинделях (точение в главном шпинделе и осевое сверление в противошпинделе) |
|
Одновременное нарезание резьбы в главном шпинделе и противошпинделе |
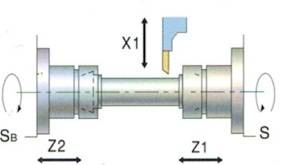
|
Обработка детали при синхронизации главного и противошпинделя |
|
Обработка детали приводным инструментом при индексации главного движения главного и противошпинделя |
|
Одновременное внецентренное сверление в главном шпинделе и противошпинделе |
|
Внутренняя обработка при синхронизации движения по осям |
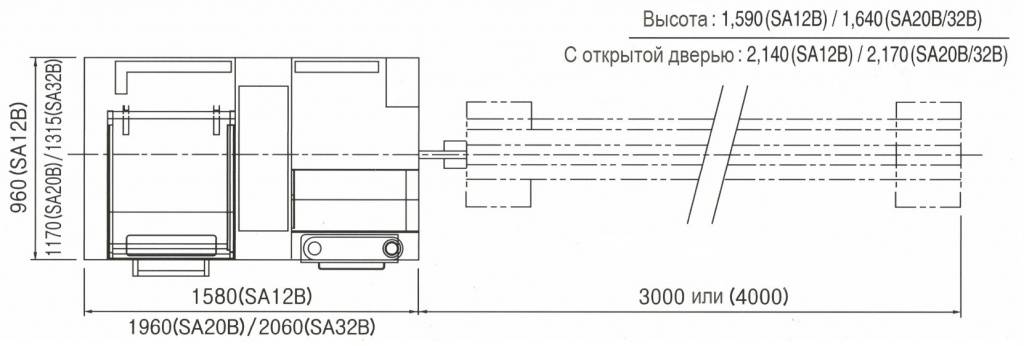
Схема размещения на площади автоматов продольного точения NEXTURN серии SA B (мм)