










Модели серии SA PII представляют собой промышленные токарные станки высокой производительности для обработки прутковых заготовок. Токарные автоматы продольного точения Nexturn SA PII комплектуются противошпинделем и приводными инструментами. Оснащение дополнительными рабочими осями X2 и Z2 дает возможность обрабатывать заготовки сразу в двух шпинделях.
При установке максимального числа инструментов (до 23 позиций) станок Nexturn SA PII превращается в многофункциональный токарный центр, который обеспечивает эффективную обработку прутков диаметром до 38 мм. Главная особенность автоматов данного класса от традиционных токарных станков – наличие передвижной бабки. Шпиндельный узел обеспечивает подачу обрабатываемой заготовки по направлению оси шпинделя.
В качестве заготовок для точения и фрезеровки в токарных автоматах Nexturn SA PII используются калиброванные прутки, изготовленные из материалов разного типа, начиная от цветных металлов и сплавов, заканчивая сложно обрабатываемыми сталями. Надежная фиксация и точность обработки обеспечивается зажимом в виде цангового патрона. Наличие приводных инструментов позволяет обрабатывать поверхности фасонного типа и осуществлять контурную фрезеровку.
Противошпиндель обеспечивает возможность выполнения полного рабочего цикла обработки. Поэтому при использовании токарного станка Nexturn SA PII производству не потребуется дополнительное металлообрабатывающее оборудование для выполнения отдельные технологические операции. Токарные автоматы можно использовать для мелко-, средне-, крупносерийного и массового производства.
Одной из важных характеристик, которая отличает модели серии SA PII – это диаметр обрабатываемого прутка:
- SA20PII используется для работы с прутками сечением до 20 мм,
- SA26PII – для работы с прутками сечением до 26 мм,
- SA32PII – для работы с прутками сечением до 32 мм,
- SA38PII – для работы с прутками сечением до 38 мм.
Конструктивные особенности автоматов Nexturn серии SA PII
Станки имеют литую высокопрочную станину из чугуна марки Meehanite с улучшенными эксплуатационными параметрами. Снижение напряжения в станине достигнуто методом искусственного состаривания, что придает металлу стабильности и в целом повышает надежность оборудования.
Конструкция станка обладает высоким показателем жесткости и устойчивости к вибрации при значительных динамических эксплутационных нагрузках. Эффект достигается за счет многочисленных ребер жесткости, предусмотренных в станине.
Шпиндель с суппортом инструментов размещен на японских высококачественных направляющих класса Р7, позволяющих производить высокоточную обработку деталей. Применение японской шарико-винтовой передачи и позиционных датчиков (Германия) значительно увеличивает точность позиционирования.
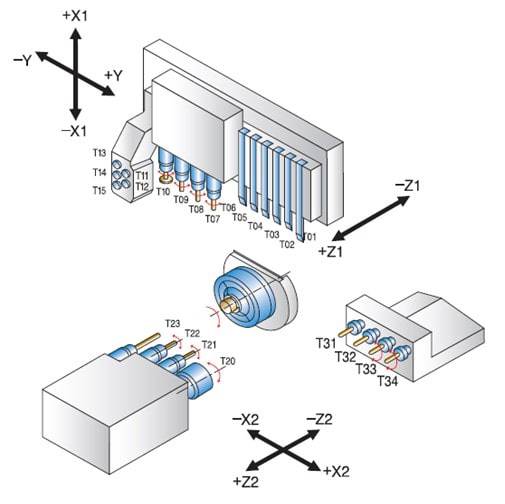
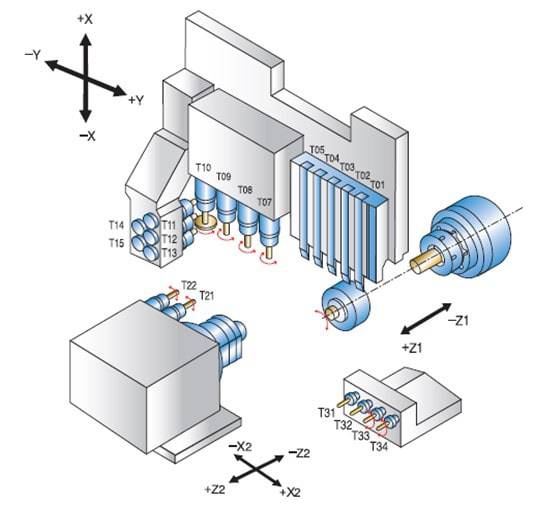
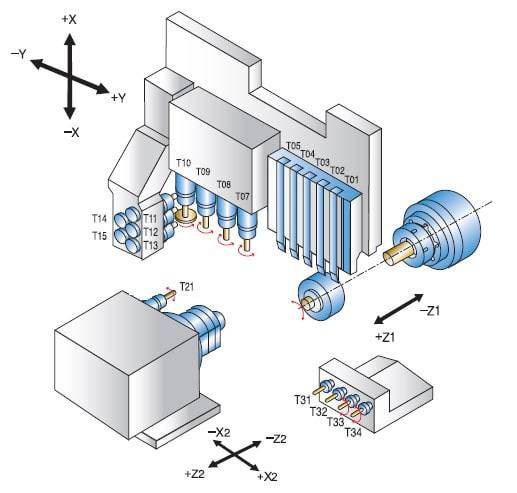
Схема инструмента на токарных автоматах продольного точения Nexturn серии SA PII
|
|
|
| Nexturn SA20PII | Nexturn SA26PII / SA32PII | Nexturn SA38PII |
| Примечание: пример с максимальным количеством инструмента | ||
Токарное оборудование Nexturn PII обладает следующими преимуществами:
- Увеличенные параметры мощности инструментального привода и веса станины по сравнению с моделями серии B, что позволяет обрабатывать заготовки из труднообрабатываемых, жаропрочных сталей.
- Возможность использования токарных автоматов без оснащения люнетным узлом. Вариант комплектации подходит для обработки коротких изделий с уменьшением остатка прутка. В данном исполнении максимальное отношение длины к диаметру составляет 3-4.
- Модель SA20PII оснащена главным шпинделем с удлиненной позицией (Т23), что повышает скорость сверления при выполнении осевых отверстий.
- Блок радиальных инструментов в штатном оснащении имеет модульные приводные позиции номинальной мощностью 2,2 кВт. Это позволяет применять модульные блоков WTO разных видов.
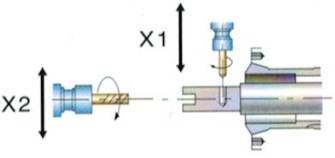
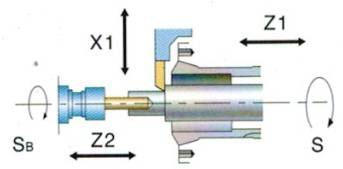
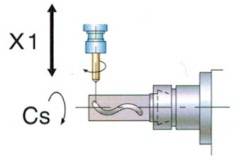
Примеры обработки на автоматах продольного точения NEXTURN серии SA PII
|
Одновременная обработка заготовки приводными инструментами по нескольким осям в одном шпинделе |
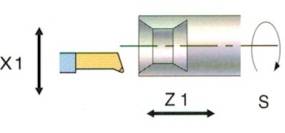
|
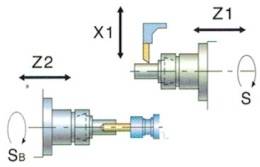
Одновременная обработка заготовки инструментами в одном шпинделе при движении по нескольким осям |
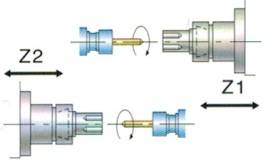
|
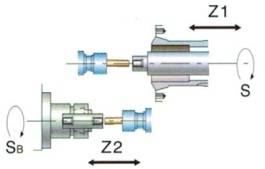
Одновременная обработка в двух шпинделях (точение в главном шпинделе и осевое сверление в противошпинделе) |
|
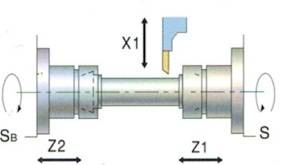
Одновременное нарезание резьбы в главном шпинделе и противошпинделе |
|
Обработка детали при синхронизации главного и противошпинделя |
|
Обработка детали приводным инструментом при индексации главного движения главного и противошпинделя |
|
Одновременное внецентренное сверление в главном шпинделе и противошпинделе |
|
Внутренняя обработка при синхронизации движения по осям |




