
Токарный автомат продольного точения Nexturn SA51XII





- Шпиндели повышенной жесткости, вращающиеся с частотой до 6000 об/мин.
- Эффективный гидравлическое торможение шпинделей.
- Автоматизированная система смазки.
- Цветной жидкокристаллический дисплей с диагональю 10,4 дюйма.
- Блокировка двери, качественное освещение рабочей зоны для удобства и безопасности оператора.
- Эффективный и точный гидравлический тормоз на обоих шпинделях.
Диаметр прутка, мм
—
51
Длина точения, мм
—
150
Количество управляемых осей, шт
—
8
Более 1000 единиц оборудования на складе!
Короткие сроки поставки: доставка может быть осуществлена
на следующий день после оплаты.
Длина точения, мм
150
Диаметр сверления/резьбы в главном шпинделе, мм
20/M16
Диаметр противошпинделя, мм
51
Диаметр сверления/резьбы в противошпинделе, мм
13/M10
Диаметр радиального сверления/резьбы, мм
16/M12
Частота вращения главного шпинделя, об/мин
6000
Частота вращения противошпинделя, об/мин
6000
Частота вращения приводного инструмента, об/мин
6000
Количество инструментальных позиций, шт
13 (24)
Количество позиций для обработки в главном шпинделе, шт
6
Количество позиций приводного инструмента, шт
3
Количество позиций осевого инструмента для главного шпинделя, шт
7 шт.(3 прив. + 4 фикс.)
Размер инструмента в резцедержателе
20x20x125
Позиционирование поворота оси С1 главного шпинделя, град
0.001
Позиционирование поворота оси С2 противошпинделя, град
0.001
Мощность двигателя главного шпинделя, кВт
13.2
Мощность двигателя противошпинделя, кВт
11/15
Мощность двигателя приводного инструмента, кВт
2.2
Мощность двигателя помпы СОЖ, кВт
1.5
Мощность двигателя системы смазки, кВт
0.04
Контроллер
Fanuc 0i-TF Plus
Дискретность данных, мм
0.001
Монитор (стойка)
10,4” Color LCD
Объем бака гидростанции, л
300
Высота центров, мм
1100
Количество позиций осевого инструмента для одновременной обработки в противошпинделе, шт
4 шт (2 прив. + 2 фикс.)
Количество позиций торцевого приводного инструмента для главного шпинделя, шт
2 шт (опция 2 прив.)
Перемещения по осям X/Y/Z, м/мин
24
Диаметр дисковой фрезы, мм
50
Мощность двигателя по осям, кВт
1
Диаметр прутка, мм
51
Количество управляемых осей, шт
8
Длина, мм
2600
Ширина, мм
1750
Высота, мм
1900
Вес, кг
4200
Токарные станки NEXTURN серии SA XII представляют собой многофункциональные и высокопроизводительные центры, предназначенные для работы с прутковыми заготовками. Станки являются наиболее производительными в своей линейке. В модельный ряд входит 5 модификаций автоматов продольного точения. Главное отличие станков SAXII между собой заключается в максимальном диаметре обрабатываемой заготовки:
- Nexturn SA20XII – максимальный диаметр обрабатываемого прутка 20 мм,
- Nexturn SA26XII – максимальный диаметр обрабатываемого прутка 26 мм,
- Nexturn SA32XII – максимальный диаметр обрабатываемого прутка 32 мм,
- Nexturn SA45XII – максимальный диаметр обрабатываемого прутка 45 мм,
- Nexturn SA51XII – максимальный диаметр обрабатываемого прутка 51 мм.
Автоматы продольного точения SA XII оснащены приводными инструментами и противошпинделем. В сочетании с добавочными осями (X2, Z2) это дает возможность одновременно обрабатывать детали сразу в двух шпинделях. Кроме того, в комплект поставки NEXTURN серии SA XII входит еще одна ось Y2, что существенно расширяет возможности работы с заготовками с противошпинделем. Пользователям доступно до 29 позиций при работе с инструментами.
Станки продольного точения предназначены для обработки заготовок из разных материалов. Это могут быть как распространенные сплавы, так и стали с затрудненной обработкой. Есть возможность работать с массовой продукций и мелкосерийной.
Основные характеристики моделей серии SA XII
- Станины монолитного типа из запатентованного чугунного сплава Meehanite повышенной прочности. Металл существенно повышает общую жесткость всей конструкции.
- В станине увеличенное количество ребер жесткости, что повышает устойчивость конструкции, в том числе к вибрациям при повышенных динамических нагрузках.
- Линейные направляющие японского производства обеспечивают высокую точность обработки.
- С целью повышения точности позиционирования установлена шарико-винтовая передача (сделана в Японии) и датчики позиционирования (Германия).
Размещать станки NEXTURN на рабочем пространстве необходимо строго по схеме. Соблюдение инструкции по эксплуатации обязательно.
Варианты расположения инструмента на токарных автоматах продольного точения Nexturn серии SA XII
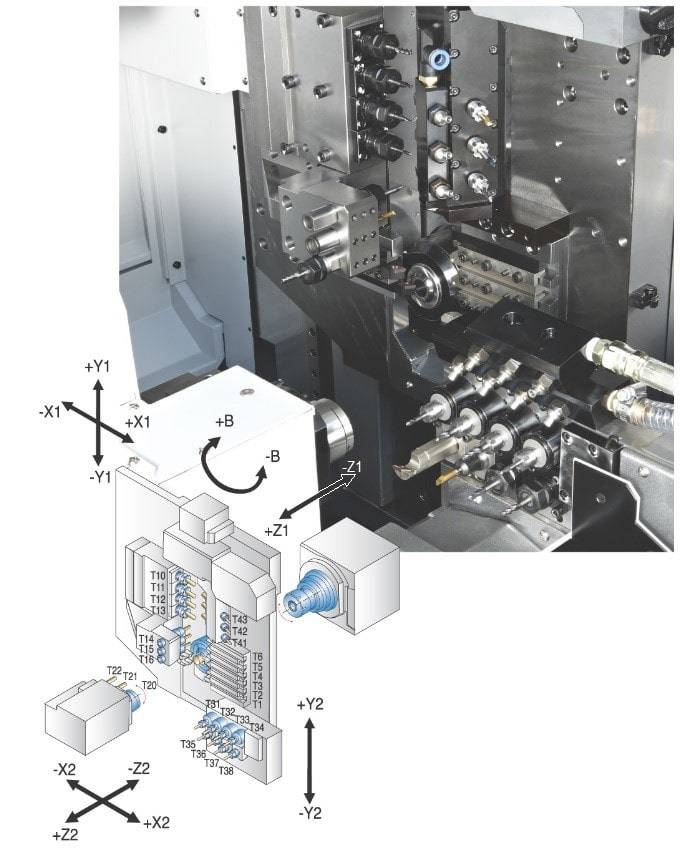
|

|
| Схема инструмента для Nexturn SA20XII с осью B | Схема инструмента Nexturn SA32XII |
Примеры обработки на автоматах продольного точения NEXTURN серии SA XII
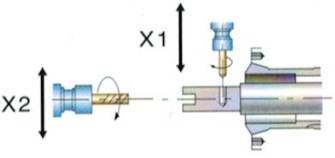
|
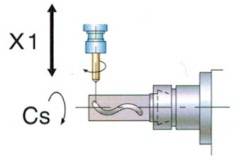
Одновременная обработка заготовки приводными инструментами по нескольким осям в одном шпинделе |
|
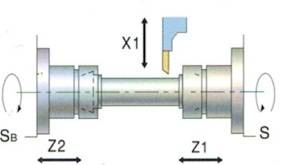
Одновременная обработка заготовки инструментами в одном шпинделе при движении по нескольким осям |
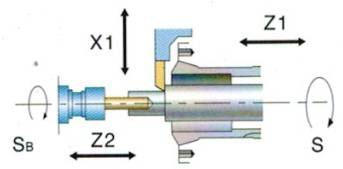
|
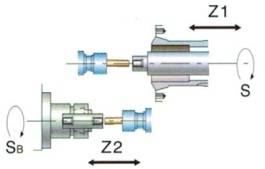
Одновременная обработка в двух шпинделях (точение в главном шпинделе и осевое сверление в противошпинделе) |
|
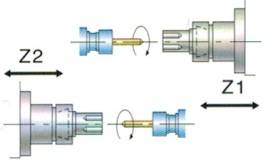
Одновременное нарезание резьбы в главном шпинделе и противошпинделе |
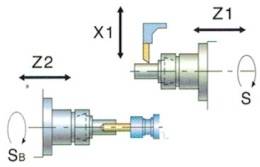
|
Обработка детали при синхронизации главного и противошпинделя |
|
Обработка детали приводным инструментом при индексации главного движения главного и противошпинделя |
|
Одновременное внецентренное сверление в главном шпинделе и противошпинделе |
|
Внутренняя обработка при синхронизации движения по осям |
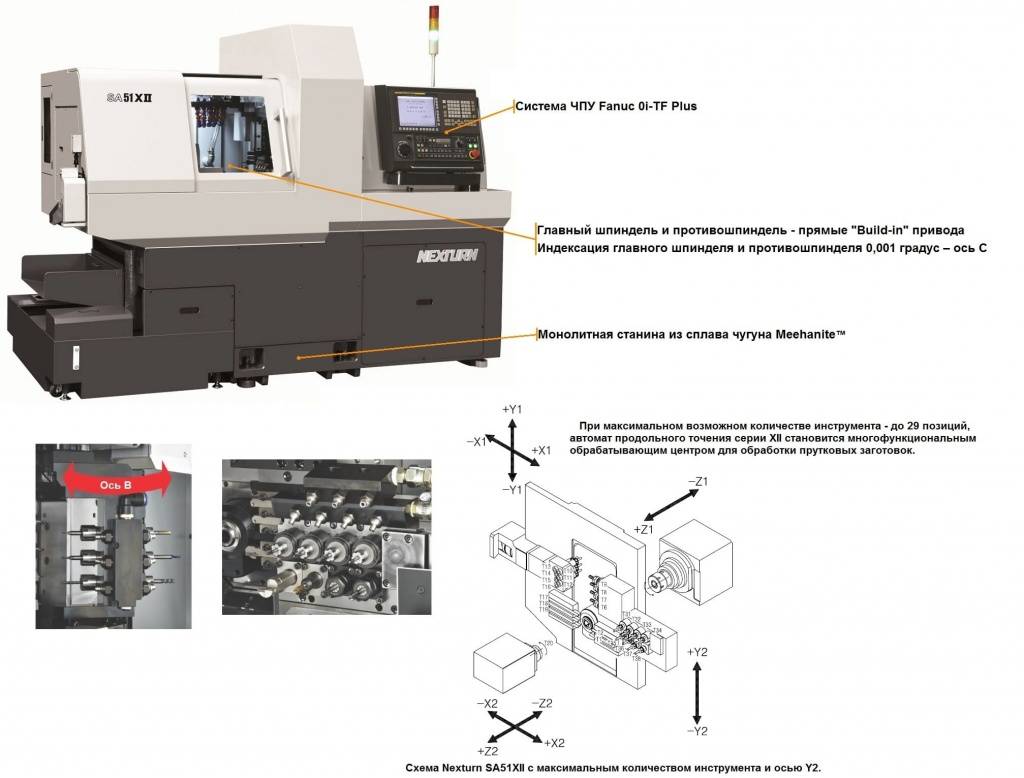
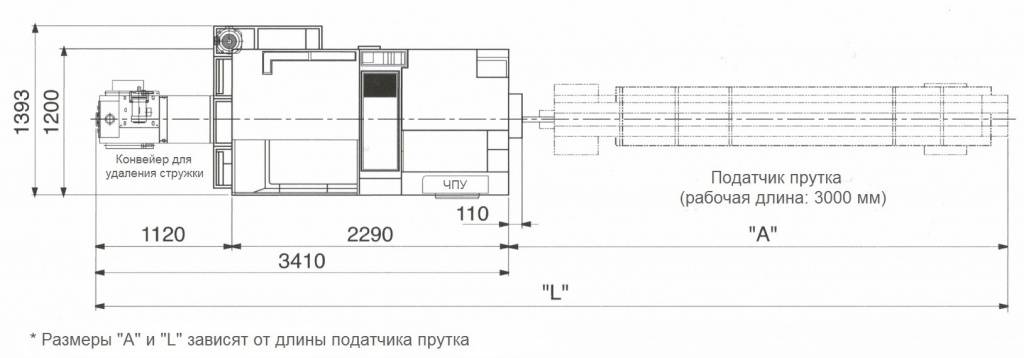
Схема размещения на площади автоматов продольного точения NEXTURN серии SA XII (мм)
Стандартная комплектация станков Nexturn серии SA XII
- Система ЧПУ Fanuc 0i-TF Plus;
- Главный шпиндель (прямой build-in привод) и противошпиндель (прямой build-in привод – кроме SA20/26/32XII);
- Масляное охлаждение обоих шпинделей;
- Индексация главного шпинделя 0,001 градус и противошпинделя 0,001 градус – ось С;
- Интерфейс податчика прутка;
- Блок инструментов для наружного точения:
- на 8 позиций - SА20XII;
- на 7 позиций - SА26/32XII;
- на 5 позиций - SА45XII;
- на 6 позиций - SА51XII;
- Блок приводных инструментов для радиальной обработки:
- на 8 позиций (4 прив. + 4 модульные) - SА20/26/32XII;
- на 4 позиции - SА45XII;
- на 3 позиции - SА51XII;
- Блок осевого инструмента для главного шпинделя – блок инструментов оси Y1:
- на 3 позиции - SА20XII;
- на 4 позиции - SА26/32XII;
- на 7 позиций (3 прив. + 4 фикс.) - SА45/51XII;
- Блок инструментов для обработки в противошпинделе на 4 позиции (в стандарте 2 фикс. + 2 прив., опционально – см. список опций);
- Блок инструментов для торцевой обработки в главном шпинделе на 2 фикс. позиции (только для SА20/26/32XII);
- М-код обдува воздухом;
- Датчик выгрузки деталей из противошпинделя;
- Датчик расхода СОЖ;
- Конвейер обработанных деталей с уловителем;
- Блокировка двери;
- Гидравлический тормоз главного шпинделя и противошпинделя (кроме SA20/26/32XII - пневматический);
- Размер памяти 1 Мб;
- Винтовая интерполяция;
- Функция жесткого нарезания резьбы на обоих шпинделях;
- Освещение рабочей зоны;
- Сигнальная лампа станка;
- Настройка длины вылета инструментов;
- Набор инструментов обслуживания станка;
- Инструкция по эксплуатации (программирования) системы ЧПУ;
- Инструкция по эксплуатации станка.
Опции для станков Nexturn серии SA XII
- Гидродинамический податчик прутка (барфидер);
- Установка поворотного блока приводных инструментов (ось B на 6 позиций – 3 шт. ER11 + 3 в ER16, замена ЧПУ на Fanuc 31i-B5);
- Замена блока инструментов для обработки в противошпинделе (на SA51XII максимально 6 позиций):
- на 8 позиций - SА20XII;
- на 7 позиций - SА26/32XII;
- на 5 позиций - SА45XII;
- на 6 позиций - SА51XII;
- Блок приводных инструментов для радиальной обработки:
- на 8 позиций (8 фикс.);
- на 8 позиций (4 фикс. + 4 прив. + Y2);
- на 8 позиций (2 прив. модуль радиальные поз. + 2 прив. модуль осевые поз. + 2 фикс. + Y2);
- на 8 позиций (2 прив. радиальные поз. + 3 прив. осевые поз. + 3 фикс. осевые поз. + Y2);
- Конвейер удаления стружки c баком;
- Промыв отверстия противошпинделя СОЖ (маслом) по М-коду;
- Не вращающаяся, фиксированная направляющая втулка;
- Устройство выгрузки длинных деталей через противошпиндель;
- Датчик контроля отрезки деталей (механический/программный тип);
- Пульт MPG;
- Уловитель масляного тумана;
- Система подачи СОЖ высокого давления;
- Адаптер цангового патрона для многогранного прутка;
- Модульные блоки WTO (Вертикальный приводной блок для дисковой фрезы, блок вихревого нарезания резьбы, ручной поворотный блок приводных инструментов и пр.);
- Приспособление-фланец для работы станка без направляющей люнетной втулки;
- Также доступны опции расширения функций системы ЧПУ Fanuc 0i-TF Plus.

