
Токарный автомат продольного точения Nexturn SA26PYII






- Конструкция станины с увеличенным количеством ребер жесткости.
- Исключительная жесткость и точность геометрии направляющих, ШВП.
- Передовое ПО Fanuc 31i-A для числового программного управления.
- Прямой привод шпинделей.
- Надежное пневматическое торможение шпинделей.
Диаметр прутка, мм
—
26
Длина точения, мм
—
190
Количество управляемых осей, шт
—
8
Более 1000 единиц оборудования на складе!
Короткие сроки поставки: доставка может быть осуществлена
на следующий день после оплаты.
Длина точения, мм
190
Диаметр сверления/резьбы в главном шпинделе, мм
12/M10
Диаметр противошпинделя, мм
26
Диаметр сверления/резьбы в противошпинделе, мм
10/M8
Диаметр радиального сверления/резьбы, мм
12/M10
Диаметр торцевой фрезы, мм
40
Частота вращения главного шпинделя, об/мин
8000
Частота вращения противошпинделя, об/мин
8000
Частота вращения приводного инструмента, об/мин
6000
Количество инструментальных позиций, шт
16 (max 25)
Количество позиций для обработки в главном шпинделе, шт
5
Количество позиций приводного инструмента, шт
5 шт (2 прив.+3 модул.)
Количество позиций осевого инструмента для главного шпинделя, шт
5
Размер инструмента в резцедержателе
16x16x120
Позиционирование поворота оси С1 главного шпинделя, град
0.001
Позиционирование поворота оси С2 противошпинделя, град
0.001
Мощность двигателя главного шпинделя, кВт
5.5/7.5
Мощность двигателя противошпинделя, кВт
2.2/3.7
Мощность двигателя приводного инструмента, кВт
2.2
Мощность двигателя помпы СОЖ, кВт
0.9
Мощность двигателя системы смазки, кВт
0.04
Контроллер
Fanuc 0i-TF Plus
Дискретность данных, мм
0.001
Монитор (стойка)
10,4” Color LCD
Объем бака гидростанции, л
280
Высота центров, мм
1000
Количество позиций осевого инструмента для одновременной обработки в противошпинделе, шт
4 шт (2 прив. + 2 фикс.)
Мощность двигателя приводного инструмента для противошпинделя, кВт
1
Количество позиций торцевого инструмента для главного шпинделя, шт
2 шт (2 фикс.)*/ опция 2 прив.
Перемещения по осям X/Y/Z, м/мин
32
Диаметр прутка, мм
26
Количество управляемых осей, шт
8
Длина, мм
2135
Ширина, мм
1235
Высота, мм
1660
Вес, кг
3800
Станок NEXTURN серии SA PYII оснащен приводными блоками с дополнительным инструментом и противошпинделем. В сочетании с тремя дополнительными осями (X2, Y2, Z2) это дает возможность полноценной и одновременной обработки деталей в обоих шпинделях.
Особенность, которая отличает оборудование для продольного точения от обычных токарных станков – наличие мобильной шпиндельной бабки. Эта деталь выполняет задачу продольного расположения заготовки вдоль шпиндельной оси.
Основное назначение автоматов NEXTURN – высокоточная обработка заготовок в виде калиброванного прутка определенного типоразмера. В качестве зажимного механизма применяется цанговый патрон, который надежно фиксируют деталь в процессе обработки.
С помощью приводных инструментов можно работать с фасонными плоскостями и выполнять контурную фрезеровку. Противошпиндель обеспечивает пользователю полный цикл работы с заготовками – выполнять отдельные операции на других станках не придется.
Токарные автоматы NEXTURN SAPYII – это высокопроизводительные станки, предназначенные для работы с прутками из разных материалов (различных классов сталей, труднообрабатываемых и цветных сплавов). Автоматы применяются как в массовом, так и в мелкосерийном производстве.
Серия автоматов NEXTURN SA PYII представлена четырьмя моделями:
- SA20 PYII – максимальный диаметр обрабатываемого прутка 20 мм,
- SA26 PYII – максимальный диаметр обрабатываемого прутка 26 мм,
- SA32 PYII – максимальный диаметр обрабатываемого прутка 32 мм,
- SA38 PYII – максимальный диаметр обрабатываемого прутка 38 мм.
Основные особенности токарного оборудования Nexturn серии SA PYII
- Цельная станина из чугунного сплава Meehanite. Металл имеет повышенные показатели прочности, что существенно повышает параметры жесткости станка.
- В станине увеличенное количество ребер жесткости, что повышает устойчивость конструкции к вибрациям во время выполнения задач, требующих повышенных нагрузок.
- Повышенную точность гарантируют направляющие японского производства P7. На деталях устанавливаются шпиндельный вал и держатель (инструментальный суппорт).
- Позиционирование повышенной точности, обусловленное применение японской шарико-винтовой передачи и датчиков позиционирования производства Германии.
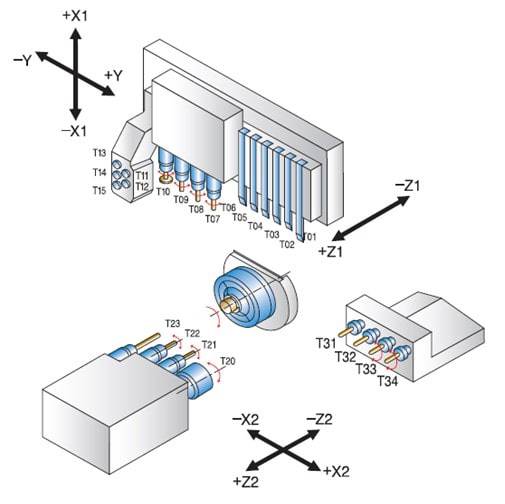
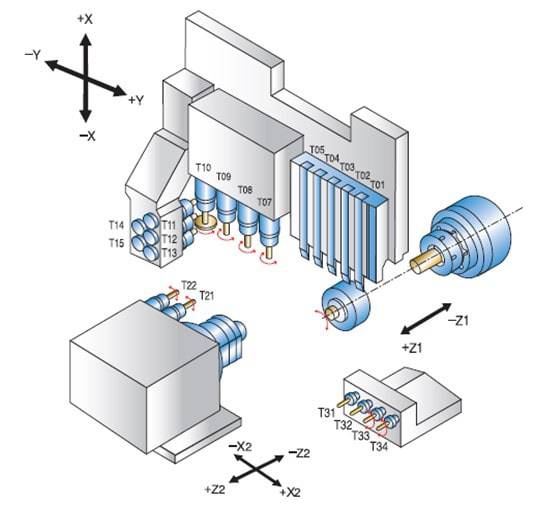
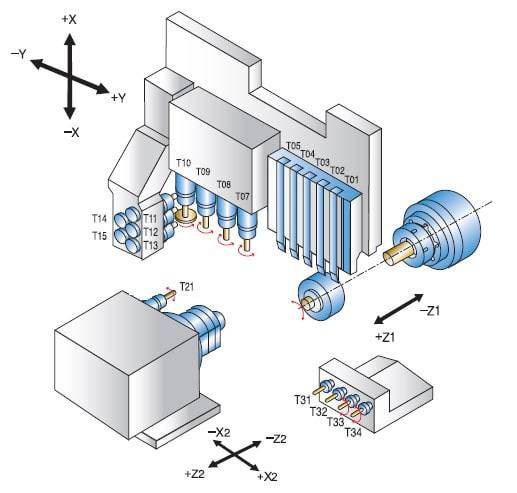
Схема инструмента на токарных автоматах продольного точения Nexturn серии SA PII
|
|
|
| Nexturn SA20PYII | Nexturn SA26PYII / SA32PYII | Nexturn SA38PYII |
| Примечание: пример с максимальным количеством инструмента | ||
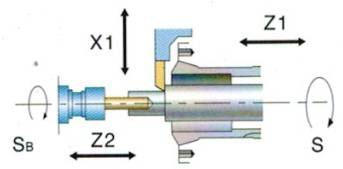
Примеры обработки на автоматах продольного точения NEXTURN серии SA PYII
|
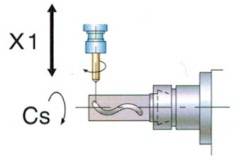
Одновременная обработка заготовки приводными инструментами по нескольким осям в одном шпинделе |
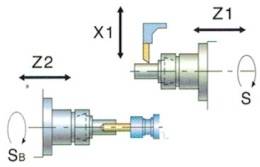
|
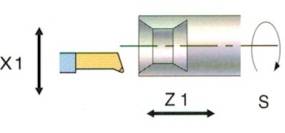
Одновременная обработка заготовки инструментами в одном шпинделе при движении по нескольким осям |
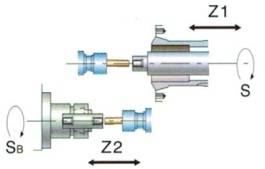
|
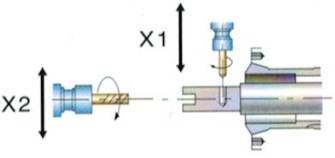
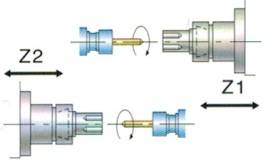
Одновременная обработка в двух шпинделях (точение в главном шпинделе и осевое сверление в противошпинделе) |
|
Одновременное нарезание резьбы в главном шпинделе и противошпинделе |
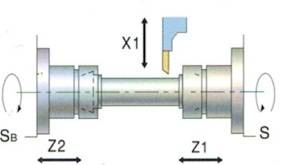
|
Обработка детали при синхронизации главного и противошпинделя |
|
Обработка детали приводным инструментом при индексации главного движения главного и противошпинделя |
|
Одновременное внецентренное сверление в главном шпинделе и противошпинделе |
|
Внутренняя обработка при синхронизации движения по осям |
На токарных станках устанавливается программное обеспечение Fanuc (Япония), которое обеспечивает легкое и удобное программирование, быструю обработку данных, высокоскоростную механическую обработку заготовок с требуемым уровнем точности.
ЧПУ Fanuc 31i-A
- Удобное ПО (программное обеспечение);
- Высокая скорость обработки данных и отработки команд;
- Ethernet;
- Функция самодиагностики;
- Управление рабочими органами станка по двум цифровым каналам.
Возможность обработки как длинных деталей, так и коротких за счет системы люнетной (поддерживающей) цанги с использованием направляющей втулки и системы без люнетной (поддерживающей) цанги:

Для возможности подачи главного шпинделя непосредственно в зону обработки, на станках серии SA PYII установлены удлиненные направляющие и ШВП. Таким образом станки данной серии могут работать как с люнетным узлом и без него.
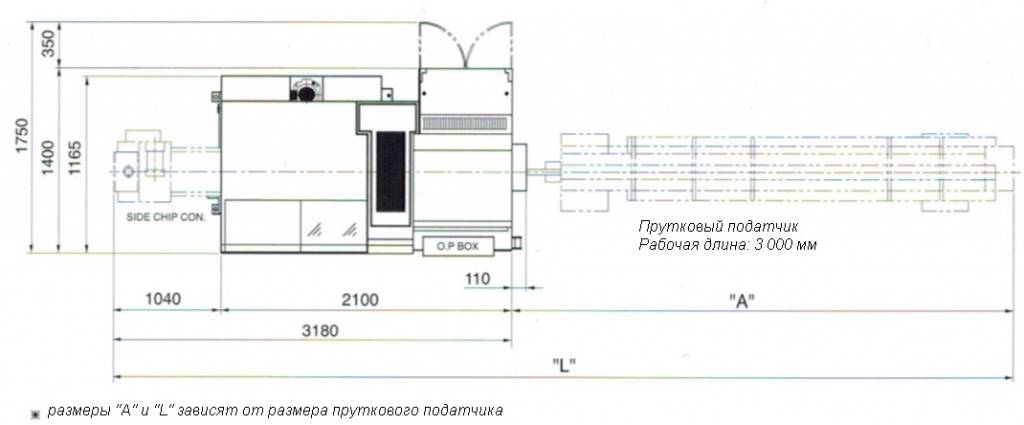
Схема размещения на площади автоматов продольного точения NEXTURN серии SA PYII (мм)
Стандартная комплектация станков Nexturn серии SA PYII
- Система ЧПУ Fanuc 0i-TF Plus;
- Главный шпиндель (прямой build-in привод) и противошпиндель (прямой build-in привод – кроме SА20PYII);
- Индексация главного шпинделя 0,001 градус и противошпинделя 0,001 градус – ось С;
- Интерфейс податчика прутка;
- Вращающаяся направляющаяся (люнетная) втулка;
- Блок инструментов для наружного точения:
- на 6 позиций - SА20PYII;
- на 5 позиции - SА26/32/38PYII;
- Блок приводных инструментов для радиальной обработки на 5 позиций (2 прив. + 3 модульные);
- Блок инструментов для обработки в главном шпинделе:
- на 3 позиции (2 прив. + 1 фикс.) - SА20PYII;
- на 2 позиции (2 фикс., опционально 2 прив.) - SА26/32PYII;
- на 1 позицию (1 фикс., опционально 1 прив.) - SА38PYII;
- - Блок инструментов для обработки в противошпинделе:
- на 5 позиций (2 прив. + 3 фикс.) - SА20PYII;
- на 4 позиции (2 прив. + 2 фикс.) - SА26/32/38PYII;
- М-код обдува воздухом;
- Датчик выгрузки деталей из противошпинделя;
- Датчик расхода СОЖ;
- Конвейер обработанных деталей;
- Блокировка двери;
- Тормоз главного шпинделя и противошпинделя (пневматика);
- Размер памяти 1 Мб;
- Освещение рабочей зоны;
- Сигнальная лампа станка;
- Настройка длины вылета инструментов;
- Набор инструментов обслуживания станка;
- Инструкция по эксплуатации (программирования) системы ЧПУ;
- Инструкция по эксплуатации станка
Опции для станков Nexturn серии SA PY II
- Гидродинамический податчик прутка (барфидер);
- Блок инструментов оси Y1 (5 фикс позиций);
- Замена блока инструментов для обработки в противошпинделе:
- на 8 позиций (8 фикс.);
- на 8 позиций (4 фикс. + 4 прив. + Y2);
- на 8 позиций (2 прив. модуль радиальные поз. + 2 прив. модуль осевые поз. + 2 фикс. + Y2);
- на 8 позиций (2 прив. радиальные поз. + 3 прив. осевые поз. + 3 фикс. осевые поз. + Y2)
- Конвейер удаления стружки c баком;
- Промыв отверстия противошпинделя СОЖ (маслом) по М-коду;
- Не вращающаяся, фиксированная направляющая втулка;
- Устройство выгрузки длинных деталей через противошпиндель;
- Датчик контроля отрезки деталей (механический/программный тип);
- Пульт MPG;
- Уловитель масляного тумана;
- Система подачи СОЖ высокого давления;
- Адаптер цангового патрона для многогранного прутка;
- Модульные блоки WTO (Вертикальный приводной блок для дисковой фрезы, блок вихревого нарезания резьбы, ручной поворотный блок приводных инструментов и пр.);
- Приспособление-фланец для работы станка без направляющей люнетной втулки;
- Также доступны опции расширения функций системы ЧПУ Fanuc 0i-TF Plus.

