
Токарный автомат продольного точения Nexturn NST56


- Шпиндели повышенной жесткости – главный и противошпиндель.
- Масляное охлаждение.
- Высокопроизводительная система ЧПУ.
- Возможность выполнения жесткого резьбонарезания.
- Гидравлический тормоз главного и противошпинделя.
Диаметр прутка, мм
—
56
Длина точения, мм
—
150
Количество управляемых осей, шт
—
11
Более 1000 единиц оборудования на складе!
Короткие сроки поставки: доставка может быть осуществлена
на следующий день после оплаты.
Длина точения, мм
150
Диаметр сверления/резьбы в главном шпинделе, мм
16/M12
Диаметр противошпинделя, мм
56
Диаметр сверления/резьбы в противошпинделе, мм
13/M10
Диаметр радиального сверления/резьбы, мм
20/M16
Частота вращения главного шпинделя, об/мин
5000
Частота вращения противошпинделя, об/мин
5000
Частота вращения приводного инструмента, об/мин
6000
Количество инструментальных позиций, шт
12
Количество позиций для обработки в главном шпинделе, шт
4
Количество позиций приводного инструмента, шт
4
Размер инструмента в резцедержателе
20x20x125
Позиционирование поворота оси С1 главного шпинделя, град
0.001
Позиционирование поворота оси С2 противошпинделя, град
0.001
Мощность двигателя главного шпинделя, кВт
11/15
Мощность двигателя противошпинделя, кВт
3.7/5.5
Мощность двигателя приводного инструмента, кВт
1
Мощность двигателя помпы СОЖ, кВт
0.9+0.9
Мощность двигателя системы смазки, кВт
0.04
Контроллер
Fanuc 31i-B
Дискретность данных, мм
0,001 (ось X 0,0005 мм)
Монитор (стойка)
10,4” Color LCD
Объем бака гидростанции, л
450
Высота центров, мм
1100
Количество позиций осевого инструмента для одновременной обработки в противошпинделе, шт
7 (4 фикс.+ 3 прив.)
Объем бака СОЖ, л
12
Мощность, кВА
45
Перемещения по осям X/Y/Z, м/мин
24
Диаметр дисковой фрезы, мм
50
Мощность двигателя по осям, кВт
2.5
Диаметр сверления/резьбы в револьверной головке, мм
16/M12
Размер инструмента в резцедержателе в револьверной головке
20x20x125
Объем бака смазки, л
2
Диаметр прутка, мм
56
Количество управляемых осей, шт
11
Длина, мм
2850
Ширина, мм
1750
Высота, мм
1950
Вес, кг
5000
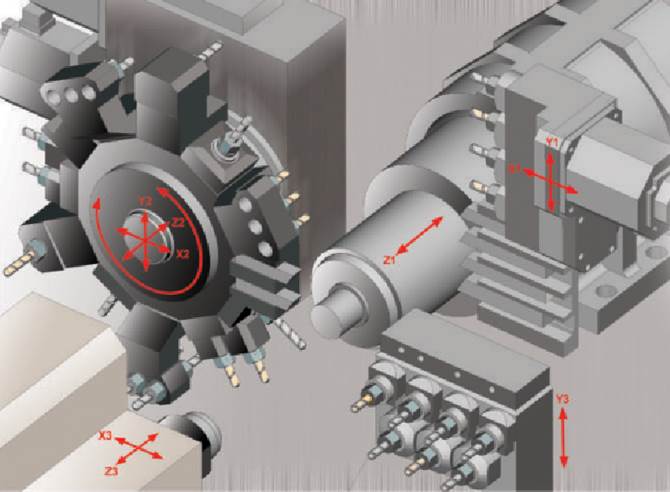
Nexturn NST56 это самый высокофункциональный из всей линейки оборудования NEXTURN автомат, он является многоосевым токарным центром с функцией фрезерования.
В стандартной комплектации NST 56 имеются инструменты для главного шпинделя, противошпиндель с блоком инструментов для обработки и револьверная головка с функцией фрезерования, все эти узлы в совокупности с дополнительными осями X2/Х3 и Z2/Z3 позволяют производить одновременную обработку в обоих шпинделях. Помимо этого, в стандартную комплектацию станка включена ось Y3, позволяющая максимально расширить возможности обработки в противошпинделе.
Автомат NST56 кардинально отличается от остальных моделей NEXTURN, так как в его компоновке отсутствует направляющая (люнетная) втулка, но передняя бабка с главным шпинделе остается подвижной.
Автомат NEXTURN NST56 предназначен для обработки калиброванных прутков в качестве заготовки, ввиду чего в качестве зажима используется цанговый патрон. Наличие приводных инструментов позволяет обрабатывать фасонные поверхности и производить контурную фрезеровку.
Наличие противошпинделя позволяет производить полный цикл обработки, без вынесения отдельных операций на дополнительное оборудование. Таким образом Автомат NEXTURN NST56 является высокопроизводительным станком для обработки прутков диаметром до 56 мм из различных материалов (от цветных сплавов до труднообрабатываемых сталей) предназначенными как для крупносерийного и массового производства, так и для мало- и среднесерийного производства.
Особенности Nexturn NST56:
- Монолитная станина из сплава чугуна Meehanite™, обладающего лучшими качественными и прочностными свойствами, значительно повышающими жесткость всей конструкции станка. Станина подвергается последующему искусственному старению.
- Большое число ребер жесткости в станине, обеспечивает жесткость конструкции станка, повышая виброустойчивость конструкции при высоких динамических нагрузках.
- Высокая точность за счет использования линейных направляющих класса Р7 (Япония), на которых базируется шпиндель и инструментальный суппорт.
- Высокоточное позиционирование за счет использования ШВП японского производства и немецких датчиков позиционирования.
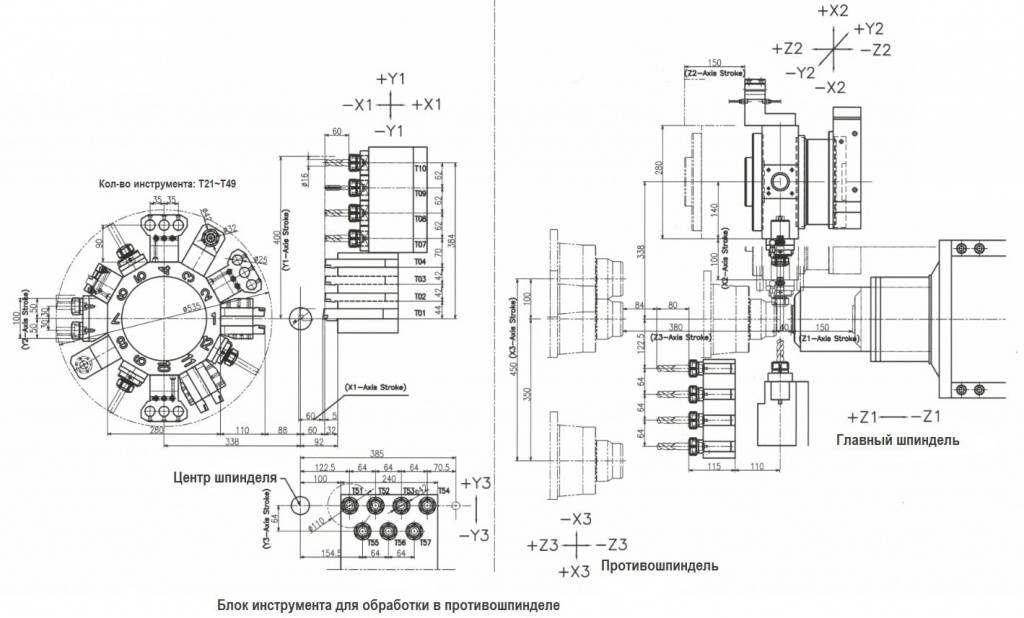
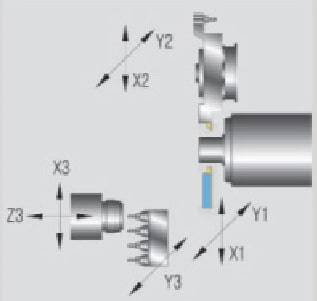
Схема расположения инструмента на автомате продольного точения Nexturn серии NST56
Примеры обработки на автоматах продольного точения NEXTURN серии NST56
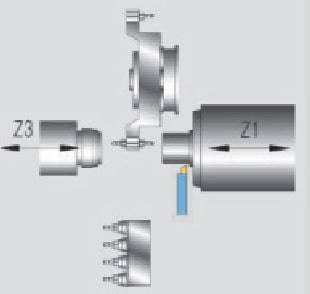
|
Одновременное сверление в главном и противошпинделе. Рабочие оси Z1 и Z2 |
|
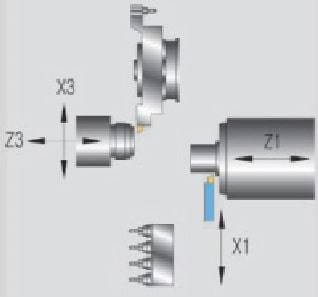
Одновременное точение в главном и противошпинделе. Рабочие оси Z1+X1 и Z3+X3 |
|
Одновременная обработка в двух шпинделях (двухстороннее точение/сверление/фрезерование в главном шпинделе и осевое сверление в противошпинделе). Рабочие оси X1+Y1+X2+Y2 и Z3+X3+Y3 |
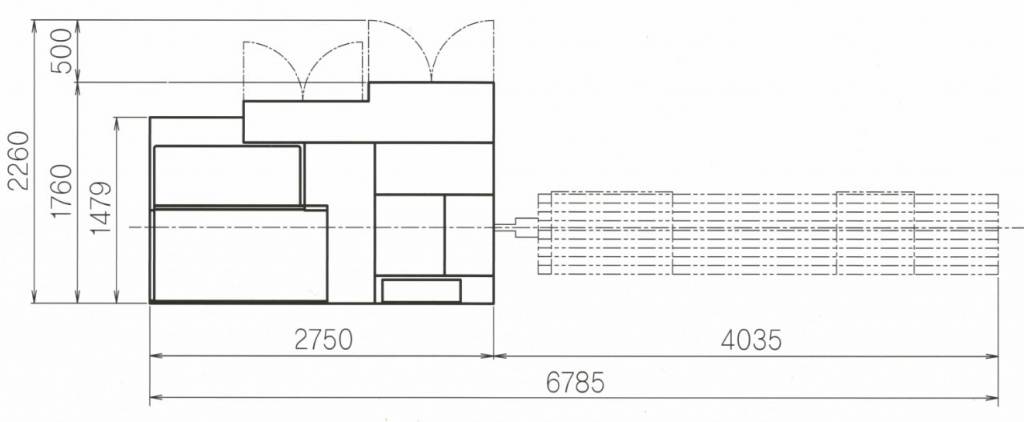
Схема размещения на площади автоматов продольного точения NEXTURN серии NST56 (мм)
Стандартная комплектация станков NST
- Система ЧПУ Fanuc 31i-B;
- Главный шпиндель (прямой build-in привод) и противошпиндель;
- Индексация главного шпинделя 0,001 градус и противошпинделя 0,001 градус – ось С;
- Масляное охлаждение главного шпинделя;
- Интерфейс податчика прутка;
- Блок приводных инструментов для радиальной обработки на 4 позиции;
- Блок инструментов для обработки в противошпинделе на 7 (4 фикс. + 3 прив. модульные позиции +ось Y2);
- М-код обдува воздухом;
- Датчик выгрузки деталей из противошпинделя;
- Датчик расхода СОЖ;
- Конвейер обработанных деталей с уловителем;
- Блокировка двери;
- Гидравлический тормоз главного шпинделя и противошпинделя;
- Размер памяти 1280М;
- Функция жесткого нарезания резьбы на обоих шпинделях;
- Освещение рабочей зоны;
- Сигнальная лампа станка;
- Настройка длины вылета инструментов;
- Набор инструментов обслуживания станка;
- Инструкция по эксплуатации (программирования) системы ЧПУ;
- Инструкция по эксплуатации станка.
Опции для станков Nexturn серии NST
- Промыв отверстия противошпинделя СОЖ (маслом) по М-коду;
- Конвейер удаления стружки;
- Датчик контроля отрезки деталей;
- MPG маховик;
- Трансформатор 380 В;
- Приводной блок для револьверной головки (0 град.);
- Приводной блок для револьверной головки (90 град.);
- Цанги для главного и противошпинделя (под определенный диаметр прутка);
- Устройство подачи прутка 3000 мм (барфидер);
- Дополнительная оснастка для устройства подачи прутка на различные диаметры прутков;
- Дополнительные приводные позиции.