










Линия сварки балки Akyapak HBW – оборудование для автоматизированного производства металлического профиля заданных размеров с повышенными требованиями к качеству по технологии сварки из листовой стали. Линия сварки укомплектована автоматизированной системой загрузки. В ходе производственного цикла оборудование выполняет такие процессы:
- центрирует элементы свариваемой балки;
- фиксирует их на подающем конвейере;
- подает элементы заготовки в сварочную зону;
- сваривает их при помощи 2 или 4 автономных дуговых станций.
Далее выполняется правка сваренного профиля для устранения кривизны, возникающей в результате температурной деформации металлической заготовки.
Линия может использоваться для производства полосы, уголка, двутавровых, тавровых балок. Максимальная длина свариваемого профиля выбирается по желанию заказчика.
Особенности AKYAPAK HBW
Современная сварочная линия Akyapak серии HBW поддерживает высокую производительность в сочетании с отличным качеством изготавливаемых балок. Оборудование имеет интегрированную систему выпрямления свариваемой балки. Конструкция аппарата предусматривает возможность комплектации сварочными горелками тандемного типа. Мощная гидравлика и система автоматизации позволяет легко изготавливать H-образные профили максимальных размеров.
Подающая транспортерная группа в сочетании с грамотно продуманным механическим параметрам значительно упрощают операции перемещения заготовки, ее позиционирования и подачи до и после сваривания. Сварочная линия HBW имеет интегрированное решение, которое обеспечивает выпрямление заготовки в случае деформации. Это одна из наиболее компактных моделей оборудования своего класса на рынке.
Стандартный функционал
Группа корпуса
Корпус HBW отличается высокой прочностью конструкции при низких допусках на обработку. Колонны прошли закалку и высокоточную обработку. Аппарат укомплектован прижимной верхней группой, приводимой от гидроцилиндра. Она обеспечивает прижим полотна к фланцу. Гидроцилиндр обладает плавным ходом, величина перемещения легко настраивается по минимальному и максимальному значению высоты полотна. Конструкция машины обеспечивает приложение усилия вертикального давления по осевой линии полотна. Поршень развивает давление до 9 тонн.

Роликовый узел задает направление перемещения высоких полотен через гидроцилиндры.
Подача двутавра на станок выполняется через основной ролик, привод которого осуществляется редуктор-мотором через тройную передачу цепного типа. Тахометр, который управляется ПЛК, обеспечивает регулировку скорости вращения ролика.

Центровка нижнего фланца выполняется с двух сторон специальными направляющими роликами. Одна из сторон приводится гидропоршнем, а вторая – электромотором с обратной связью по энкодеру. Аналогичным образом выполняется центровка полотна.
Интегрированная система правки, установленная на выходе поста сварки, автоматически устраняет деформацию, образующуюся в результате термического воздействия на металл.

Система правки включает три ролика – два верхних и один нижний. Верхние валки создают усилие прижима на фланец сверху. Нижний ролик давит снизу по центру фланца. Устройство правки регулируется, что позволяет обрабатывать профиль разной толщины и разных размеров.
Кроме этого, имеется отдельный блок гидравлики для привода поршней, приводящих группу сварочных корпусов.

Функция рекуперации флюса
Аппарат Н-образного луча имеет 2 устройства для выполнения регенерации и подачи сварочного флюса.
Технические функции:
- Блок питания – 2.2 кВт.
- Напряжение – 230/400 В, 50 Гц.
- Емкость бака – 40 л.
- Бункер для регенерации флюса – Ø460 мм.
- Вакуумные шланги - Ø40 мм – 5 м.
Заземляющая муфта NKK 1200
На приводном ролике закреплена муфта заземления NKK 1200 вращающегося типа. Она помогает добиваться высокого качества сварного шва.
Автоматизация
На дисплее ПЛК оператор вручную вводит ширину фланца свариваемого двутавра. Далее система автоматически позиционирует фланец посредством энкодера, который подключается к редуктору-мотору, приводящему направляющие ролики. В результате фланец зажимается роликами с требуемым уровнем давления, создаваемого гидроприводом.
Аналогичным образом выполняется автоматическое позиционирование полотна.
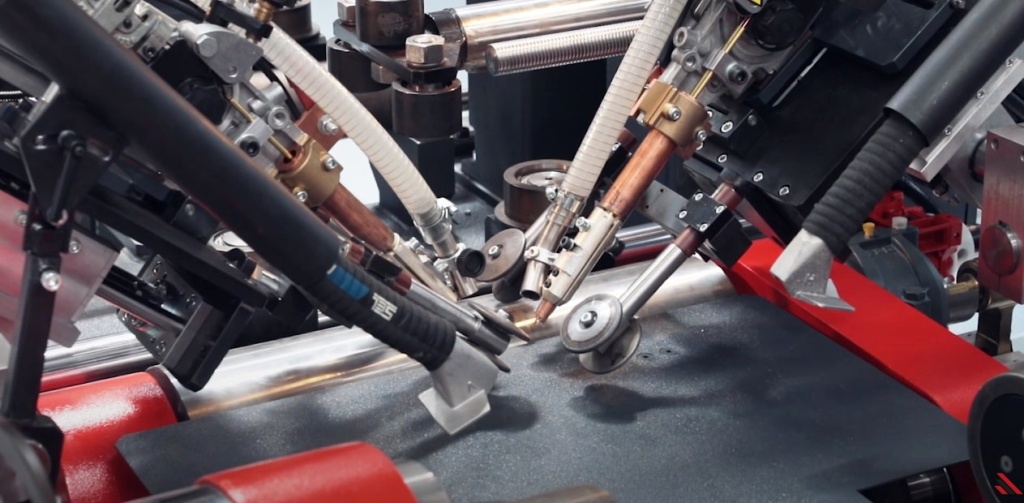
Позиционирование сварочной головки
Позиционирование сварочной головки выполняется для подачи заготовки на столах вперед и назад под заданным углом. Столы перемещаются при помощи пневмоцилиндров.
Угол наклона стола легко регулируется путем вращения поворота регулировочных винтов, размещенных на столе.
Высокая производительность сварки
Машина оснащена мощным источником питания переменного и постоянного тока Aristo. Он поддерживает значительную производительность и стабильность сварки. Благодаря внедренным передовым функциям достигается повышенная эффективность и надежность, простота работы оператора с получением отличного результата даже при самых высоких требованиях к качеству.

Подающий конвейер
Подача заготовки к сварочной станции выполняется системой роликов, которые приводятся от редуктора-мотора. Однотипные ведомые и ведущие ролики установлены на одном уровне.
Кронштейны и гидроцилиндры конвейерной группы, обеспечивающие загрузку полотна на фланец, обладают повышенной прочностью.
Система подающего конвейера оснащена гидравлическими роликами, устанавливающими полотно по центру фланца. Также она имеет балочный ограничитель, который предварительно направляет заготовку. Для управления гидроцилиндрами предусмотрены джойстиковые клапаны.

Система выходного конвейера
Выходной конвейер собран из опорных узлов с приводными и ведомыми роликами, которые регулируются по высоте гидравликой, и столов, опрокидывающих материал. Привод роликов обеспечивает мотор-редуктор. Опрокидывающие столы и ролики с гидроприводом приводятся единым гидроагрегатом.
Система предварительного отопления
Эта система устанавливается опционально. Она размещается в конце подающего конвейера или за главной сварочной группой. Она оснащена пламенными горелками, которые обеспечивают предварительный нагрев нижнего фланца снизу. Это позволяет исключить возникновение избыточного внутреннего напряжения в металле во время охлаждения после сварки. Внутренние напряжения распределяются равномерно, что позволяет минимизировать возможную деформацию.
Электрокомпоненты
Термореле, реле, контакторы и другие электрокомпоненты, применяемые в линии сварки HBW, изготовлены ведущими торговыми марками и обладают отличными характеристиками.
Соответствие стандартам и нормам CE
Торговая марка Akyapak гарантирует соответствие всех выпускаемых сварочных машин нормам CE и действующим международным стандартам.

Заказать линию сварки Akyapak HBW
Компания «Интервесп-М» выполняет поставки оригинальных сварочных линий Akyapak HBW по ценам официального представителя торговой марки. Наши инженеры обеспечат шеф-монтаж и пуско-наладку оборудования. Предоставляем официальную гарантию на технику.
Чтобы проконсультироваться с менеджерами «Интервесп-М» или оформить заказ, позвоните нам по номеру +7 (499) 648-87-13, пишите на email: info@metal-stanki.ru или воспользуйтесь формой обратной связи.
Комплект поставки
- Гидравлическая группа верхнего пресса
- Подающий конвейер
- Система подающего конвейера с наклонной группой
- Встроенное правильное устройство
- Система рекуперации флюса
- Система автоматизации
- Система позиционирования сварочной головки

