

В заключительной, третьей части серии статей, посвященных вертикальным листогибочным прессам, уделим внимание методам гибки металла и принципу расчета гибочных способностей прессов.
В предыдущей части, мы рассказали Вам о системах ЧПУ, которыми оснащаются современные листогибочные прессы. Производя автоматический расчет параметров гибки, данные системы существенно облегчают работу оператора, но тем не менее, знание основ теории гибки является обязательным в практике.
Если говорить коротко - гибка металла на листогибочном прессе, это обработка давлением, в ходе которой происходит пластическая деформация листового металла с заданными размерами, углом и радиусом.

Выделяют два основных метода гибки листового металла на гибочных прессах – воздушная гибка (свободная гибка) и чеканка (калибровка).
Воздушная гибка – наиболее распространенный метод гибки при котором пуансон перемещается вниз на заданное расстояние по вертикальной оси Y с заданным усилием (F). При этом, металлический лист касается только двух точек (отмечены красным на рисунке) на кромках ручья матрицы. Таким образом угол гибки будет определяться глубиной опускания пуансона в матрицу.

Преимуществами данного способа являются:
- Большая вариативность при гибке с разными углами. Угол гибки будет зависеть от хода пуансона и раскрытия матрицы. Таким образом, производство может экономить на комплектах инструмента, используя ограниченное количество матриц и пуансоном для гибки множества различных деталей.
- Меньшее усилие гибки. Соответственно, можно производить гибку более толстостенного материала на прессах с меньшим усилием.
- Уменьшение износа гибочного инструмента и рабочих органов листогибочного пресса.
Основным недостатком воздушной гибки является меньшая точность и повторяемость угла. Это связано с эффектом пружинения металла, поэтому при воздушной гибке, следует уделять внимание направленности волокна материала, осуществлять «догибку» и увеличивать время удержания усилия в нижней точке, для снятия напряжения металла.
Для более точной гибки металла, используется метод чеканки.
Чеканка – наиболее точный метод гибки металла, при котором материал, под воздействием давления принимает форму пуансона и матрицы.

При данном методе, угол гиба и форма детали в целом, определяется гибочным инструментом - материал зажат между пуансоном и матрицей (отмечено красным на рисунке).
Что касается преимуществ данного способа, это:
- Высокая точность деталей.
- Минимальный внутренний и большой внешний радиусы.
- Упругую деформацию (пружинение) металла можно не брать в расчет.
К недостаткам чеканки можно отнести необходимость использования специального инструмента, изготавливаемого под конкретную деталь, а также наличие листогибочного пресса с достаточно большими показателями рабочего усилия, т.к. данный метод гибки требует большего в 5-10 раз усилия, чем при воздушной гибке.
Итак, мы рассмотрели два распространённых метода гибки листовой стали на листогибочном прессе. Теперь разберем формулы расчета усилия пресса и основные моменты, которые необходимо учитывать при расчете.
На станинах листогибочных прессов и в каталогах производителей гибочного инструмента можно обнаружить такую таблицу:
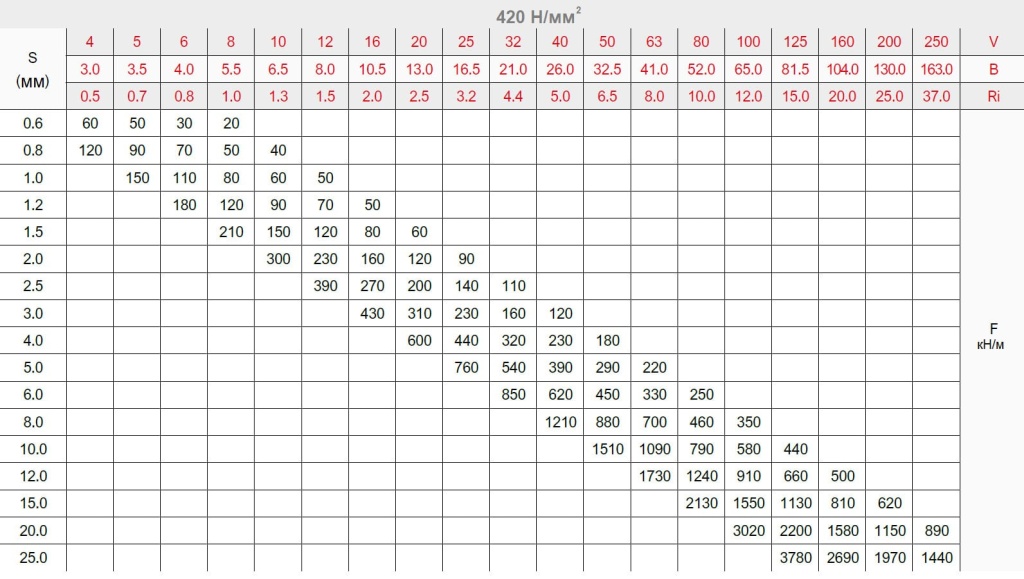
Таблица показывает необходимое усилие пресса для гибки стали длинной 1 метр, с пределом текучести 420 Н/мм², под углом 90°, где указаны основные, влияющие на усилие параметры:
- S – толщина листового металла,
- V – раскрытие ручья матрицы,
- B – минимальная отгибаемая полка,
- Ri – минимальный внутренний радиус,
- F – необходимое усилие на 1 метр.

В зависимости от изменения параметров материала, угла и метода гибки, к данной таблице можно применить коэффициенты корректировки.
Корректировка усилия гибки F (кН/м) в зависимости от материала:
- При гибке нержавеющей стали пределом текучести 700 Н/мм², необходимо F x 1,7.
- При гибке алюминия пределом текучести 200 Н/мм², необходимо F x 0,5.
Корректировка минимальной отгибаемой полки В (мм) в зависимости от угла гибки:
- 30° = В х 1,6
- 60° = В х 1,1
- 90° = В х 1
- 120° = В х 0,9
- 150° = В х 0,7
Корректировка внутреннего радиуса Ri (мм) в зависимости от материала:
- При гибке алюминия Ri х 0,8
- При гибке низкоуглеродистой стали Ri х 1
- При гибке сталей INOX и нержавеющей стали Ri х 1,4
Для расчета параметров гибки методом чеканки, можно применить такие коэффициенты:
- F x 4,5
- V = S x 5
- Ri = S x 0,4
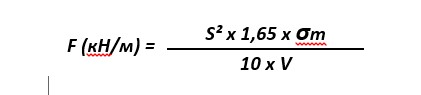
Как мы писали выше, в таблице указаны ориентировочные параметры гибки низкоуглеродистой стали 420 Н/мм2. Также, мы дали коэффициенты корректирующие усилие пресса при гибке алюминия и нержавейки. Но для более точного расчета параметров гибки, необходимо применять данные формулы:
Расчет усилия на 1 метр при воздушной гибке:
Расчет усилия на 1 метр при чеканке:

Где σт – предел текучести металла.
Расчет раскрытия матрицы при воздушной гибке:
V (мм) = S x 8
(при гибке листа, толщиной более 3 мм, рекомендуется считать по формуле V (мм) = S x 10).
Расчет раскрытия матрицы при чеканке:
V (мм) = S x 5
Расчет минимального внутреннего радиуса:
Ri = V/8 (коэффициенты для других сталей указаны выше).
Расчет минимальной отгибаемой полки:
При гибке под углом 90° B = V x 0,67 (коэффициенты для других углов указаны выше).
В данной, завершающей статье, мы вкратце описали методы расчета параметров гибки листового металла. Надеемся, что серия наших статей о листогибочных прессах, поможет Вам ближе познакомиться с данным оборудованием и сделать правильный выбор, который позволит в полной мере решать задачи Вашего производства!