
Пожалуй, ни одно современное предприятие, производящее резервуары для хранения и транспортировки, трубы, металлоконструкции, строительную технику и прочие изделия цилиндрической или конусной формы, не обходится без валковых листогибов.
Существует множество различных валковых гибочных станков, предназначенных под различные технологические задачи производства. Например, ручные и электромеханические вальцы предназначены для обработки тонколистовой стали и применяются в основном, при производстве воздуховодов, водостоков, желобов, элементов декоративных конструкций и прочих изделий из тонкой стали, где не требуется большого усилия при гибке. Такие вальцы, как правило, имеют 2-3 рабочих вала небольшого диаметра и рабочей длиной от 500 до 2050 мм.
В нашей статье, мы хотим подробно остановиться на более тяжелом промышленном оборудовании – гидравлических валковых машинах. Ведь именно данный тип вальцев, является самым сложным в техническом плане и вызывает массу вопросов у наших заказчиков при выборе.
Виды вальцов
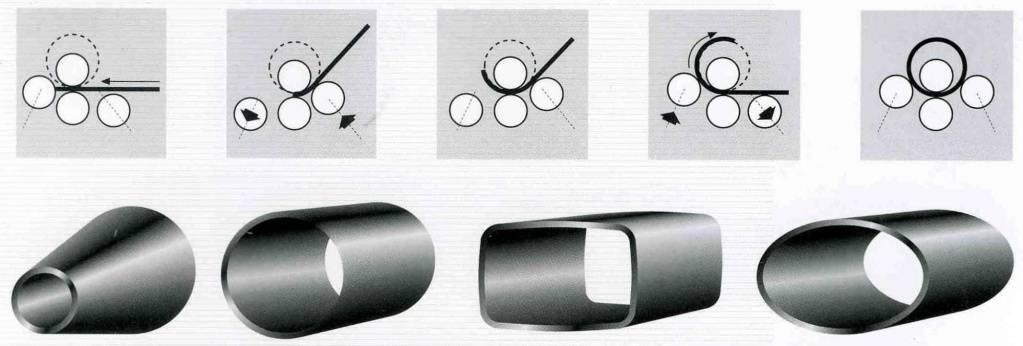
Современные гидравлические валковые машины для гибки листа в обечайку бывают двух видов – трехвалковые и четырехвалковые. Именно они позволяют производить качественную гибку достаточно толстого металлического листа (от 1 до 85 мм) в обечайку с подгибом. Трехвалковые машины позволяют производить гибку листа в цилиндрическую обечайку и конус, в то время как четырехвалковые машины, кроме цилиндрической обечайки и конуса позволяют производить изделия условно «квадратной» и эллиптической формы без переустановки листа.
Одним из основных рабочих приемов, который оказывает влияние на качество конечного изделия, изготавливаемого на вальцах, является подгибка. Подгибка представляет собой операцию предварительной гибки обоих концов листа, что в итоге позволяет получать ровную замкнутую обечайку. Благодаря своей конструкции, на четырехвалковых машинах можно производить подгибку за одну установку листа, поочередно прокатывая сначала один край листа, затем второй. Чтобы выполнить подгибку на трехвалковой машине, оператору необходимо извлекать лист из станка и прокатывать каждую сторону листа отдельно. Поэтому, для экономии времени рабочего процесса, мы рекомендуем нашим клиентам обращать на это внимание особое внимание. Ведь потеря времени для современного производства, это непозволительная роскошь.
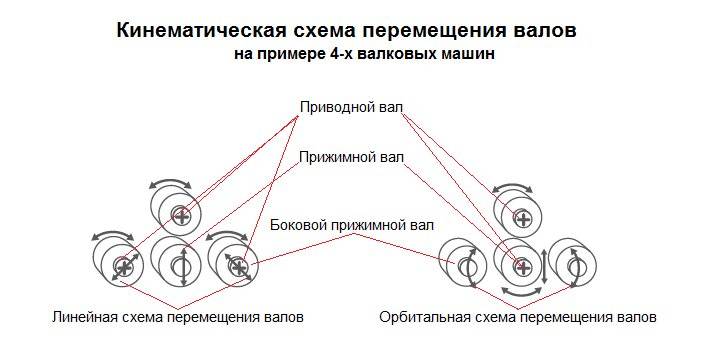
Также при выборе вальцев, следует обратить внимание на кинематическую схему перемещения валов. Валковые машины могут иметь один или несколько приводных валов, один или несколько прижимных валов, а также параллельную или орбитальную схему перемещения боковых валов. Данная информация особенно ценна оператору станка, именно она определяет процесс и последовательность работы на станке.
На какие характеристики стоит обратить внимание при выборе вальца?
Итак, мы вкратце рассмотрели конструктивные особенности валковых гибочных машин. Но как понять, какой станок подходит под Ваши задачи? Для этого необходимо знать параметры заготовки – в данном случае металлического листа и параметры конечного изделия, такие как:
- параметры материала (марка стали),
- толщина листа,
- ширина листа, по которой будет производиться гибка,
- минимальный диаметр готового изделия (обечайки),
- необходимость подгиба.
Это основные параметры, без которых невозможно определиться с конкретным типом и моделью валковой гибочной машины.<
Давайте произведем расчеты параметров гибки листа в обечайку на примере четырехвалковой гибочной машины турецкого производителя SAHINLER модели 4R HSS 25-350.

Данный станок предназначен для гибки обечаек из листа средней и большой толщин с 3-мя приводными валами. Верхний и боковые валы имеют гидравлический привод и линейную схему перемещения боковых прижимных валов. Валы изготовлены из углеродистой стали и закалены до твердости HRC 58-60. Система смазки – централизованная. Гидравлическая система балансировки. Гидравлическая группа производства Bosch Rexroth и Duplomatic. Электрическая группа производства компаний Siemens и Telemecanique. Редуктор производства Brevini. Станок оснащен системой безопасности. Станок изготовлен в соответствии с нормами CE и имеет сертификат качества ISO 9000.
Технические характеристики валковой машины 4R HSS 25-350
| Длина валов | Без подгиба | С подгибом |
Диаметр центральных валов |
Диаметр боковых валов |
Мощность главного привода |
Рабочая скорость |
Габариты (ДxШxВ) |
Вес | ||
| Мин. диаметр = диаметр верхнего вала x 5 | Мин. диаметр = диаметр верхнего вала x 1.5 | Мин. диаметр = диаметр верхнего вала x 5 |
Мин. диаметр = диаметр верхнего вала x 1.5 |
|||||||
| мм | мм | мм | мм | мм | мм | мм | кВт | м/мин | мм | кг |
| 2550 | 25 | 20 | 20 | 16 | 350 | 260 | 23,5 | 1,5-5 | 5400x1900x1950 | 13000 |
Принцип гибки и примеры изделий, которые можно получить на станке.
Расчет гибочных способностей станка рассчитывается по таким формулам:
Минимальный диаметр обечайки = диаметр верхнего вала х 1.5 (где 1.5< – постоянный коэффициент).
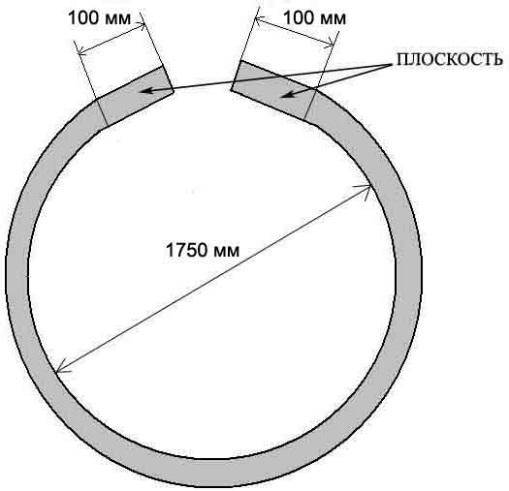
Плоскость обечайки (мертвая зона) = толщина листа х 1.5
*для расчета минимального диаметра обечайки с толщиной листа, превышающей максимально допустимую (по паспорту станка), применяется следующая формула:
Минимальный диаметр обечайки = диаметр верхнего вала х 5 (где 5 – постоянный коэффициент).
Итак, из характеристик станка мы имеем:
- максимальная толщина листа с подгибом - 16 мм.
- диаметр верхнего валка - 350 мм.
- длина гибки - 2500 мм.
Подставляем значения в формулу и получаем:
Минимальный диаметр обечайки = 350 х 1.5 = 525 мм
Плоскость обечайки = 16 х 1.5 = 24 мм – с каждой стороны.
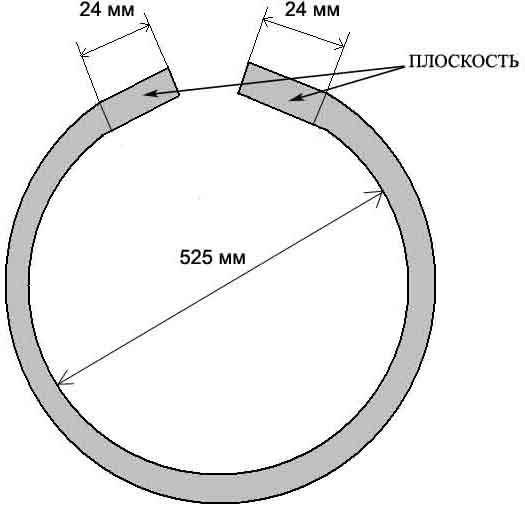
График расчета зависимости толщины материала от ширины, при минимальном диаметре готового изделия 525 мм (сталь 24 кг/мм²)
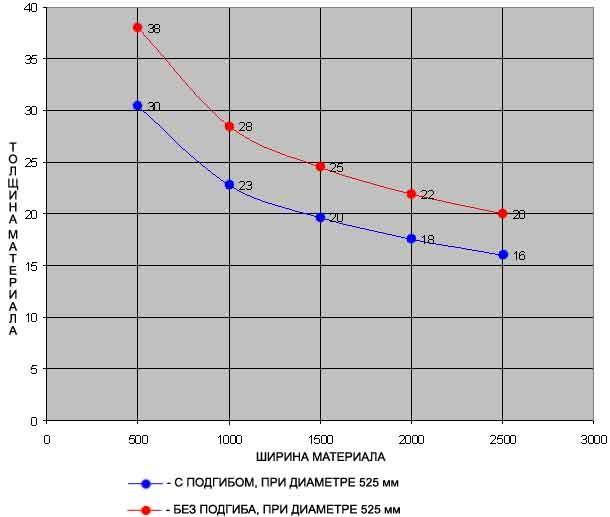
Из графика следует, что максимальная толщина материала на длине гиба 2500 мм, при изготовлении детали с минимальным диаметром525 мм, равна:
- с подгибом – 16 мм;
- без подгиба – 20 мм.
Расчет минимального диаметра обечайки с толщиной листа, превышающей максимально допустимую (16 мм – с подгибом, 20 мм – без подгиба).
Минимальный диаметр обечайки = 350 х 5 = 1750 мм
Плоскость обечайки = 20 х 5 = 100 мм – с каждой стороны.
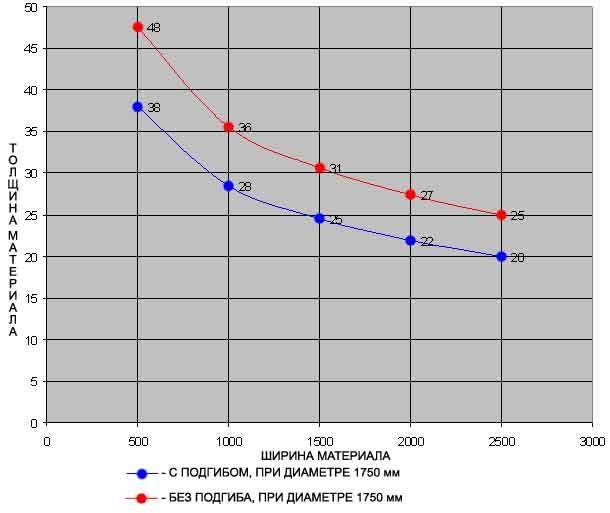
Из графика следует, что максимальная толщина материала на длине гиба 2500 мм, при изготовлении детали с минимальным диаметром 1750 мм, равна:
- с подгибом – 20 мм
- без подгиба – 25 мм
Также, ниже представлен пример таблицы зависимости ширины материала (длины гибки), диаметра получаемой обечайки и толщины материала для стали с пределом текучести 36 кгс/мм².
23 16 20 16| Гибочная способность машины 4R HSS 25-350 при пределе текучести материала 36 кгс/мм2 | ||||||
| Ширина материала, мм | Диаметр обечайки, мм / Толщина, мм | |||||
| 1,5 D | 2 D | 3 D | 4 D | 5 D | 10 D | |
| 525 | 700 | 1050 | 1400 | 1750 | 3500 | |
| 200 | 21 | 24 | 25 | 26 | 26 | 27 |
| 300 | 21 | 23 | 24 | 25 | 26 | 26 |
| 500 | 20 | 22 | 24 | 24 | 25 | 26 |
| 600 | 20 | 22 | 23 |
24
|
24 | 25 |
| 700 | 19 | 21 | 22 | 23 | 24 | 25 |
| 800 | 18 | 21 | 22 | 22 | 24 | |
| 1000 | 18 | 20 | 21 | 22 | 23 | 24 |
| 1100 | 17 | 19 | 21 | 21 | 22 | 23 |
| 1200 | 17 | 19 | 2 | 21 | 22 | 23 |
| 1400 | 16 | 19 | 20 | 20 | 21 | 22 |
| 1500 | 18 | 19 | 21 | 22 | ||
| 1600 | 15 | 18 | 19 | 20 | 20 | 21 |
| 1700 | 15 | 17 | 19 | 19 | 20 | 21 |
| 1900 | 14 | 17 | 18 | 19 | 19 | 21 |
| 2000 | 14 | 17 | 18 | 18 | 19 | 20 |
| 2100 | 14 | 17 | 18 | 19 | 20 | |
| 2200 | 13 | 16 | 17 | 18 | 18 | 20 |
| 2400 | 13 | 16 | 17 | 18 | 18 | 20 |
| 2500 | 13 | 15 | 17 | 17 | 18 | 19 |
В данной статье, мы помогли Вам разобраться с основными техническими параметрами и расчетами гибочных способностей вальцев. Это базовые знания, на которые следует опираться при выборе станка данного типа. Но, помимо этих данных, следует уделить особое внимание опциям, которыми могут оснащаться валковые машины. Опциональное оборудование позволяет существенно упростить процесс работы на станке, повысить качество изделия и увеличить производительность оборудования.
Станки данного типа, могу дополнительно оснащаться:
- NC или CNC контроллерами.
- Поддерживающим краном от 3000 мм и более, для прокатки деталей большого диаметра.
- Гидравлическими боковыми опорами для прокатки деталей большого диаметра.
- Авторазгрузкой листов с гидравлическим приводом.
- Шлифованными и полированными валками.
- Системой бесступенчатого изменения скорости (вариатор).
- Электронной системой балансировки (для диаметров верхнего вала 280-320-350-380-400-460 мм).
- И другими опциями.
Для подбора гидравлических валковых листогибов, Вы можете обращаться к высококлассным специалистам нашей компании, которые проведут консультации, расскажут о возможностях оборудования и предложат необходимое решение для задач Вашего производства.